ООО «РудХим» специализируется на производстве эмульгаторов, обратных эмульсий
для горнорудной, нефтегазодобывающей промышленности и предприятий ведущих обработку металла.
Реклама. ООО «РудХим», ИНН 3121001572
erid: 4CQwVszH9pWxnpW9r62
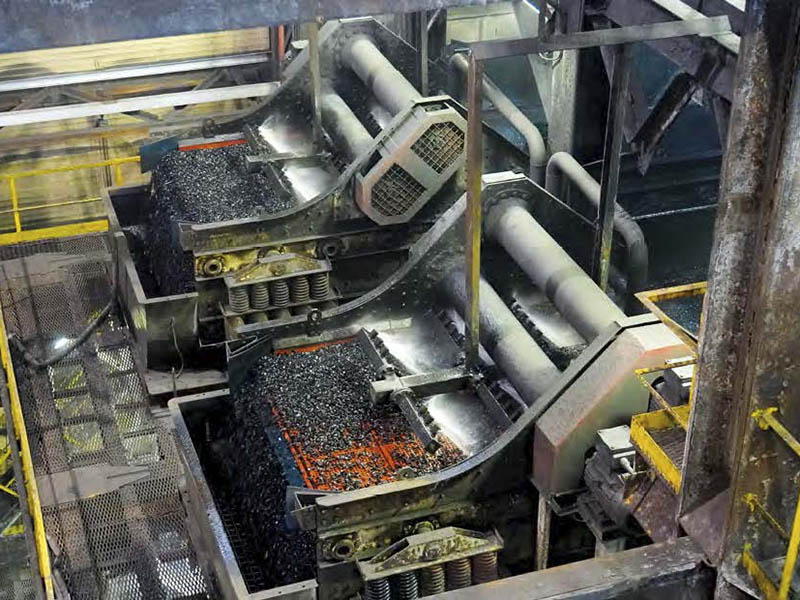
На обогатительную фабрику «СУЭК-Хакасия» мы приезжаем как раз в момент запуска — предприятие возобновляет работу после плановой остановки. «С хвоста» по цепочке запускаются около 300 агрегатов: большинство в автоматическом режиме, а некоторые единицы — силами машиниста.
Мы стоим возле щековой дробилки, когда она со звуком взлетающего самолета — разве что приглушённым — возвращается в работу. Начинают движение конвейеры, входят в ритм грохоты и аспирационные установки, фабрика оживает, наполняется привычным рабочим гулом.
Нам помогал Игорь Пивоваров, главный инженер обогатительной фабрики «СУЭК-Хакасия»
Знакомство с обогатительным предприятием мы начинаем, как и положено, с углеприёма: тот самый уголь, с которым мы недавно расстались на разрезе, приехал на фабрику в кузовах 130-тонных БЕЛАЗов, его калорийность пока 4700-4900 ккал/кг. Покинет фабрику уже концентрат 5150-5700 ккал/кг в зависимости от фракции.
В 1975-ом, когда молодые обогатители из Кузбасса приехали сюда, чтобы запускать новую фабрику, её проектная мощность составляла 2,5 млн тонн в год по горной массе. Сейчас те девчонки и мальчишки уже стали пенсионерами, а фабрика «подросла»: теперь плановые показатели здесь 8,5 млн тонн. Это план, но не «потолок»: в 2017-м реальные объёмы были 8,9 млн т «с копейками».
Главный инженер обогатительной фабрики «СУЭК-Хакасия» Игорь Пивоваров, который сопровождает нас на объекте, говорит, что установленное оборудование позволит предприятию перерабатывать и 10,5 млн тонн.
«Видите ли, не всё зависит от фабрики и её мощностей. Конечно же, объёмы регулирует рынок. Наши потребители — это не только российские теплостанции и частный сектор, но и энергетический сектор Прибалтики, Польши.
А прошлая зима в Европе была тёплая, поэтому последние несколько снизили объёмы. В том числе в связи с этим предприятия региона частично переориентировались на восточные поставки.
В 2020-м свою роль сыграла пандемия. Мы, конечно, не останавливались, но и сверхплановых заданий не было.
Железная дорога свои коррективы вносит. Мы местным потребителям отправляем автотранспортом, но большая часть концентрата уходит в вагонах — за сутки можем до 250 единиц загрузить. И порядка 1,5 тыс. часов в год фабрика вынужденно простаивает, потому что нет вагонов. Да и вообще, переработка угля — это командная работа», — рассуждает наш провожатый.
За 45 лет изменились не только мощности. Большие события произошли в 2012-м, когда на ОФ началась переработка мелких классов угля, для чего появился и новый корпус — до этого класс 0-13 отсеивался без обогащения. Крупный и мелкий уголь идёт разным потребителям, поэтому на фабрике тщательно следят за тем, чтобы классы не смешивались.
Вообще, рынок диктует производству свои условия. Интересный факт: в последние годы фабрика скорректировала сами классы, перераспределив уголь. Если раньше, скажем, были классы 13-50, 50-100, 100-200, то сегодня это 6-25, 25-60 и 60-130. Сделано это для того, чтобы внутри одного класса был более однородный по грансоставу продукт и были менее заметны фракционные различия.
И лабораторный анализ во многом направлен именно на то, чтобы тщательно разделить уголь. Хотя, тут спектр задач более широкий, но в целом контроль качества — это опять же требование рынка. Свойства исходного сырья и выпускаемой продукции фабрика отслеживает как силами собственного ОТК (интересно, что он подчиняется не фабрике, а головному офису — для объективности), так и силами лаборатории «СЖС-Восток».
«СЖС — лаборатория независимая, достаточно авторитетная. Их специалисты постоянно у нас на фабрике работают, параллельно с нашим ОТК отбирают пробы — каждый для себя. Работают, получается, параллельно: СЖС анализы делают, фракционный, и ситовый, и отчёты составляют, и арбитражные пробы в своих архивах сохраняют.
В последнее время у них стало больше задач по ситовому анализу: требования изменились. Если советские ГОСТы допускали 18-20% содержания одного класса в другом, то теперь ТУ требует только 10%. Это и нам как производству, и лаборатории дополнительная ответственность», — поясняет Игорь Пивоваров.
Классовое деление
Пойдём по старшинству и начнём с корпуса обогащения угля 25-200 мм, то есть крупных фракций. Этот цех работает с запуска фабрики «СУЭК-Хакасия», и изначально корпус именовался главным — теперь титул у него попроще. Как нам объясняют, технологическая схема за прошедшее время существенно не изменилась, а вот оборудование, да и сам интерьер корпуса — очень даже.
Взять хотя бы помещение на нулевой отметке, где расположились насосы. Совсем недавно здесь прошёл ремонт — расширили проходы. Производительности фабрике это не добавило, но сделало этот сложный производственный объект более безопасным для работников.
«Мы с вами, когда были наверху, видели пластинчатый питатель, оттуда уголь и подаётся. Сначала надо отделить крупные куски — иногда более 400 мм попадаются: -200 идёт на конвейер без дробления, а +200 — в дробилку. Дробилка у нас отличная, считай, уникальная. Это оборудование американской компании Telsmith, со сложным качанием щеки.
Такая технология даёт значительное увеличение производительности: до 2009 года у нас тут стояла российская дробилка производительностью 300 т/час, Telsmith же даёт 780 т/час при тех же габаритах. Модель 50х60, которая у нас работает, — это почти самый большой их типоразмер, 50х60 — это размер приёмного отверстия в дюймах — 1250х1500 см», — рассказывает Игорь Владимирович, демонстрируя работу дробилки.
Дальше в работу вступает первая пара грохотов, их задача — методом сухой классификации отделить «мелочь» 0-25, так как обогащение этой фракции пойдёт уже по другому сценарию. На классификации, дальнейшей мокрой дешламации и отмыве магнетита от концентрата работают грохоты AURY (на фабрике в общей сложности шесть единиц техники этого производителя) — оборудование прямо-таки исполинских размеров.
На его фоне удобно фотографироваться: получается что-то вроде карточек начала века «Группа летчиков на фоне дирижабля». Игорь Пивоваров говорит, что грохоты здесь — максимального типоразмера, который позволяет помещение, 4×8 м. ООО «Открытые Технологии» изготовило их специально для черногорской фабрики.
Масса каждого грохота 50 тонн. Любопытно, что в цехе рядом с такими гигантами людям вполне комфортно — специализированные рамы позволили устранить вибрацию.
Наш собеседник с улыбкой добавляет, что на фабрике работает «сборная команда» — оборудование со всего мира, в том числе и российское из разных регионов нашей большой страны. Вот грохоты AURY — китайские, этот опыт сотрудничества специалист называет успешным, хотя и уточняет, что Китай Китаю рознь.
«В 2019 году нам эти грохоты поставили, я считаю, ребята хорошо сработали. Тут ведь вот какое дело: если оборудование серийное, понятно, что оно обкатано, проверено и прочее. А вот если оно нестандартное, то всегда будут какие-то шероховатости. Но ведь и фабрики все разные, уголь у всех разный, вот и техника будет отличаться.
И когда нам эти грохоты установили, оказалось, что не хватает жёсткости борта в загрузке. Так «сервисники» к нам приехали, тут на месте всё усилили, а позже и в конструкцию внесли изменения, и эти борта нам заменили. Я думаю, это ответственный подход», — делится главный инженер фабрики.
Уголь, прошедший классификацию, отправляется на следующую ступень — дешламацию. Здесь уголь обмывается водой. Таким образом отделяется фракция 0-3, а шлам также отправляется на обогащение в другой корпус.
Назад в будущее
Крупные же классы идут в сепаратор, который наш собеседник называет главным обогатительным аппаратом. Обязательный участник процесса — тяжёлосредная суспензия, и, кстати, мы находится на единственной в Хакасии фабрике, которая ведёт обогащение в тяжёлых средах.
Последняя представляет собой смесь железорудного концентрата, воды и шлама. В основе работы сепаратора принцип разделения продуктов по плотности: уголь как более лёгкий материал поднимается наверх, а отходы обогащения осаждаются. Технология в целом классическая, а вот история работающих на фабрике сепараторов достойна приключенческого романа.
Сепаратор тяжёлосредный колёсный СТК-4000 уникален в первую очередь своими габаритами — изделия такого типоразмера в нашей стране никогда не производили. Но зато придумали: в 1970-х годах советские конструкторы разработали это оборудование, только в серию оно тогда не пошло.
«Но в Институте обогащения твёрдого топлива сохранились чертежи. Об этих конструкторских разработках узнал наш директор Николай Николаевич Антошин, и он решил довести советский проект до готового изделия.
Чертежи нашли, мы их выкупили. Конечно, пришлось поработать: внесли около 20 крупных правок — это не считая всякой мелочи. Помогал нам завод «АО «Тяжмаш» — наше российское предприятие, находится в Сызрани, оно изготовило это экспериментальное оборудование.
Три года назад мы поставили первый сепаратор с заводским номером 1, единственный такой в мире. А в прошлом году у нас появился и агрегат с заводским номером 2», — рассказывает Игорь Пивоваров.
Сепаратор покидают два продукта: концентрат и отходы, которые обмывают водой на последующих грохотах. Воду после обмыва собирают, из неё извлекают железорудный концентрат, который отделяют с помощью магнитных сепараторов. После этого вода снова идёт в оборот, получается замкнутый цикл.
На этом этапе угольный концентрат в целом уже готов, но есть ещё стадия дробления: самый крупный класс на фабрике 130 мм, так что более крупные куски необходимо измельчить, чтобы продукт получился однородным.
Уже на выходе из корпуса 25-200 мы обращаем внимание на новые грохоты уже знакомой фирмы AURY, они пришли совсем недавно и ждут установки. Оборудование такой конструкции производитель освоил не так давно. Игорь Владимирович объясняет: особенность здесь в том, что при вращении возбудителя в движение приходит не только короб грохота, но и сита.
Такая конструкция позволяет эффективно производить рассев, в том числе и мокрого угля. Грохоты аналогичной конструкции хорошо зарекомендовали себя также на Тугнуйской обогатительной фабрике.
Сита здесь полиуретановые, а ячейки необычной формы — продолговатые: 4×20 и 6×20. Игорь Владимирович объясняет, что это решение опять же позволяет повысить эффективность рассева мокрого угля. Что же касается материала сит, то на фабрике в ходу и металл, и резина, и полиуретан — последний ходит порядка полугода, на отдельных процессах более года.
Мелкий уголь
Работа в бывшем главном корпусе продолжается — фабрика «СУЭК-Хакасия» ведь функционирует непрерывно, в две смены по 12 часов. Мы же, увидев основные элементы производственной цепочки, просим проводить нас во второй, более новый корпус, где обогащается уголь до 25 мм — тот самый, за отделением которого мы недавно наблюдали. В цехе 0-25 работает оборудование для обогащения и обезвоживания мелкого класса.
«В этом корпусе принцип примерно такой же. Опять работают грохоты, отделяется класс до 6 мм, он идёт без обогащения. Класс более 6мм обогащается, только вместо сепараторов теперь будут тяжёлосредные гидроциклоны. Ну и плюс к тому, поскольку тут у нас уголь мелкий, его нужно обезвоживать, а это ещё группа оборудования», — комментирует Игорь Пивоваров.
Вода как ресурс
«Все процессы обогащения связаны с водой. Она используется и как транспорт, и как сырьё для изготовления суспензии, и как материал для обмыва. Мы с вами были на нулевой отметке, где работают насосы. Такой же блок есть и в этом корпусе. В час фабрике нужно примерно 2000 кубов воды.
Объёмы большие, и замкнутый водооборот — самый оптимальный вариант. Так что воду мы никуда не сливаем, а собираем и снова пускаем в оборот. Перекачивают её насосы Warman, они и ориентированы на такие тяжёлые условия», — продолжает наш собеседник.
Классический спутник мокрого обогащения — радиальный сгуститель. С виду кажется, что этот «искусственный водоём» (на фабрике в Черногорске баки на 3,5 тыс. «кубов», 22 м в диаметре) наполнен водой — разве что не прозрачной. Но здесь, как нам объясняют, тоже есть частички угля 0-0,5 мм.
Собрать такую мелкую фракцию помогают флокулянты, установка для их изготовления расположилась тут же. Любопытно, что для двух видов флокулянтов: катионных и анионных — предназначены четыре ёмкости по 40 «кубов». В двух располагаются рабочие жидкости, в двух других же идёт приготовление. Когда рабочие сосуды пустеют, их пополняют, и так по кругу.
Увидев в чаше сгустителя уточку, мы уже готовы были сослаться на обман зрения, но работники фабрики успокоили: утка имеет место быть. С помощью игрушечной птицы можно визуально отследить, работает ли граблина.
Если утка плавает, то всё в порядке. Вращаясь, граблина двигает сгущённый шлам к центру, осветлённая вода же — порядка 1100-1200 «кубов» в час — сливается и снова идёт в производственный процесс. Угольная мелочь отправляется на фильтр-пресс.
Демонстрируя нам фильтр-прессы, специалист говорит, что в данном случае товарным продуктом, скорее, следует считать воду, нежели уголь. Дело в том, что полученный таким образом концентрат имеет очень высокую зольность, и покупатель для него не всегда находится.
«Фильтр-прессы у нас российские, «ДАКТ-Инжиниринг». Давно с ними работаем, с 2012 года, сначала два фильтра поставили, потом ещё два приобрели. Не могу сказать, что мы сразу идеально сработались: были нюансы, но производитель их учёл.
Они вообще в постоянном поиске: если наши более старые и новые фильтры сравнить, то видно, что конструкция немного изменилась, где-то что-то усовершенствовали. Для нас важно, что фильтры большие, трёхметровые, а это большая площадь фильтрации. Производительность у них заявлена 24-28 тонн/час, столько они примерно и делают», — комментирует Игорь Пивоваров.
Выходя с фабрики, мы видим отъезжающий 130-тонный БЕЛАЗ. В его кузове отходы обогащения, пустая порода. Она отправляется в отвал разреза «Черногорский» — никаких жидких шламоотстойников. Что же касается угля, то теперь и мелкие классы готовы к отгрузке. Теперь концентрат ещё раз просеивают, два грохота делят продукт на три класса: 6-25, 25-60, 60-130. Вагоны с углём, готовые к отправке, станут последними нашими фабричными кадрами.
Профессия обогатитель
Напоследок мы заходим в диспетчерскую — всегда интересно, как огромная гудящая фабрика обращается графиками на мониторах. Диспетчеры — женщины, картина привычная. Поскольку заходим мы в сопровождении главного инженера, работницы рапортуют: фабрика после остановки запущена, работает в штатном режиме.
Девушки рассказывают, что на окружающих их мониторах отражена работа обоих корпусов: характеристики оборудования, текущие параметры, производительность отдельных элементов. Часть мониторов отданы под видео с погрузок: диспетчеры следят за чистотой вагонов и контролируют полноту загрузки.
«Сюда стекается информация обо всей жизни фабрики. Диспетчер, во-первых, контролирует параметры, от которых зависит качество готовой продукции. Это, например, плотность рабочей суспензии, расход флокулянтов, железнорудного концентрата. Он же следит за работоспособностью оборудования, среднечасовой нагрузкой.
Во-вторых, не забывайте, что фабрика — это опасный производственный объект, и за оборудованием нужно следить из соображений безопасности. Состояние оборудования отображается иконками на экране. Если что-то остановится, появится сигнал «Стоп», в этом случае диспетчер свяжется с нужным специалистом.
Ну а если, не дай бог, авария, то диспетчер должен действовать по инструкции: там прописаны все действия по ликвидации», — объясняет обязанности сотрудников Игорь Владимирович.
Женщины-обогатители — картина для сегодняшней добывающей промышленности, можно сказать, классическая. На фабрике «СУЭК-Хакасия» мужчин и женщин примерно поровну. Как говорит наш собеседник, на работах по обслуживаю чаще можно увидеть женщину, а вот на ремонте — мужчину.
В целом же растёт фабрика — растёт и коллектив. И вот старенький АБК уже не вмещает всех сотрудников: если в 1975-м, когда его строили, здесь работали человек 150-160, то теперь это уже 260 сотрудников. Да и в целом корпус за столько лет обветшал, и сейчас готовится к строительству новый — проект уже готов.
Нельзя сказать, что кадровый вопрос на фабрике стоит очень уж остро. Текучка, говорит наш провожатый, есть, но небольшая, процентов 10%. Конечно, пенсионеры уходят, а молодые люди не всегда имеют правильное представление о фабричном быте. Разумеется, это не курорт.
Но опытные работники подмечают то, на что сразу не обращают внимание новички: стабильность, налаженные бытовые условия, руководство, открытое к новшествам, решения для сплочения коллектива. А ещё возможность для саморазвития: можно учиться, можно расти в профессии.
Сам Игорь Пивоваров пришёл в компанию даже не на фабрику — на «Черногорский» разрез, механиком. А дальше, говорит, было бы желание: и коллеги что-то объяснили, и спецобучение проходил. Так и остался на фабрике — тому уже 20 лет.
На разрезе побывали: Анна Кучумова (текст), Евгений Ошкин (фото)








































Спасибо!
Теперь редакторы в курсе.