«Холдинг Кабельный Альянс» является одним из лидеров кабельной отрасли РФ, представляет собой современный производственный комплекс, выпускающий высококачественную кабельную продукцию. Широчайшая номенклатура выпускаемых изделий позволяет закрывать комплексные заказы предприятий добывающей и перерабатывающей промышленности.
Реклама. ООО «ХКА», ИНН 6658388288
erid: F7NfYUJCUneVcwyFR7D6
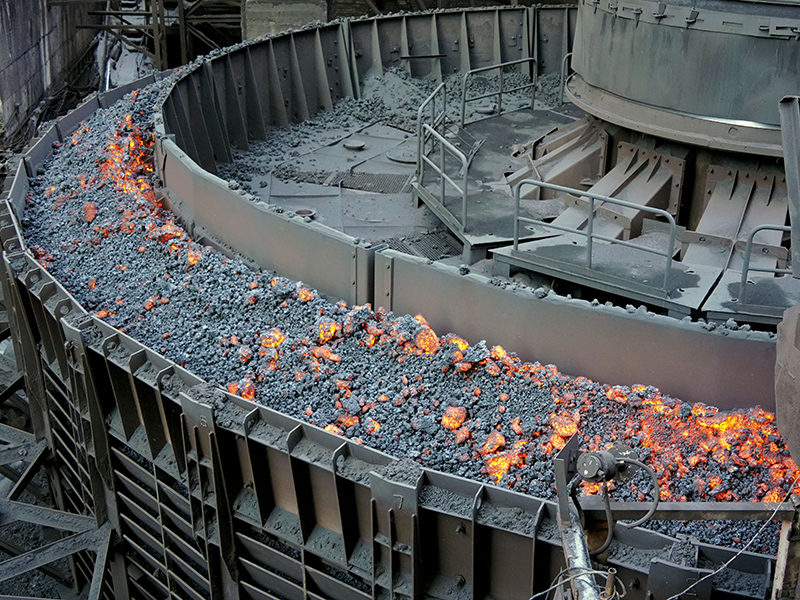
По нашим впечатлениям, сегодняшнему герою репортажа — фабрике окускования ЕВРАЗ Качканарского ГОКа — металлургия всё-таки ближе, чем горное дело. Здесь — раскалённые агломерат и окатыши, огненные всполохи и круглосуточная работа многотонных механизмов. Тут появляется на свет конечная продукция комбината, которая становится исходным сырьём для следующего звена технологической цепочки — доменного производства.
Нам помогал Захар Павлов, главный инженер АО «ЕВРАЗ КГОК»
В прошлом номере журнала мы уже рассказывали о том, как добывают и обогащают качканарскую руду. Тогда мы остановились на «выпускнике» обогатительной фабрики — концентрате. Однако его в домну загрузить нельзя: та попросту забьётся, и на НТМК, который является основным потребителем продукции КГОКа, в качестве железорудного сырья используют комбинацию агломерата и окатышей.
Цех агломерации в Качканаре построили фактически сразу после запуска комбината, фабрику окатышей — буквально через несколько лет, и ГОК стал первым предприятием в Союзе, где наладили выпуск обоих продуктов сразу.
Технология агломерации качканарского концентрата
Рассказывая о работе обогатительной фабрики, мы упоминали, что она производит концентрат двух видов: бедный и богатый. Первый, который отличается более крупной фракцией и пониженным содержанием железа, идёт на производство агломерата.
Нам помогал Сергей Беляев, начальник цеха окатышей фабрики окускования АО «ЕВРАЗ КГОК»
На КГОКе реализована традиционная агломерационная технология с просасыванием воздуха через слой шихты. В неё, помимо самого железорудного концентрата, входит ещё и измельчённое топливо: коксовая мелочь, флюсующие добавки (известняк и доломит). Кроме того, в агломерационную шихту добавляется возврат — некондиционный продукт предыдущего спекания.
Несколько лет назад на КГОКе известняк частично заменили на обожжённую известь. Это нововведение позволило не только увеличить производительность и улучшить характеристики готового агломерата, но и сократить расход топлива.
Всю эту смесь, предварительно смешанную, окомкованную и увлажнённую, укладывают на спекательные тележки. Процесс агломерации ведётся на двух агломашинах АК 3-200 с площадью спекания 236 м2 каждая.
«Нам нужно организовать работу так, чтобы частицы концентрата максимально сплавились между собой — не спеклись, а именно сплавились. Для этого под зажигательным горном, продуктами сгорания природного газа, зажигается коксовая мелочь в верхнем слое агломерационной шихты, и сформированная зона горения проходит через слой за счёт прососа воздуха.
В зоне горения и максимальных температур, помимо горения углерода и образования жидкой фазы, протекают и завершаются сложные процессы диссоциации карбонатов, твердофазного взаимодействия, окисление сульфидов и магнетитов, а также восстановление оксидов железа. Так мы достигаем температуры, необходимой для плавления концентрата — это порядка 1500 °С», — объясняет главный инженер АО «ЕВРАЗ КГОК» Захар Павлов.
Теперь агломерат нужно остудить, для этого работают специальные агрегаты — охладители, их на комбинате тоже два. На этом этапе через массу продукта просасывается уже атмосферный воздух. Параллельно работают утилизаторы-экономайзеры, ведь в процессе высвобождается тепловая энергия. Её на комбинате по-хозяйски используют для подогрева технической воды.
Правда, охлаждённым на комбинате называют агломерат, температура которого не превышает 250 градусов. Такой материал транспортируется на погрузку в хопперы пластинчатыми металлическими конвейерами.
Теперь перед нами готовое сырьё для металлургии. Концентрат не потерял знакомый серый цвет, но теперь он окускованный, спёкшийся и пористый. Захар Павлов говорит, что такой продукт является довольно хрупким: на большие расстояния его перевезти не получится. Именно поэтому аглофабрику обычно строят рядом со сталеплавильным комплексом, но в данном случае их разнесли на 130 км.
Мы спрашиваем у нашего провожатого, нельзя ли металлургам обойтись вовсе без агломерата, то есть загружать в домну только окатыши? Оказывается, можно, и многие комбинаты в других странах работают именно так. Однако для переработки титаномагнетитового сырья Качканарского ГОКа, которое содержит титан, этот продукт необходим.
Титан — это тугоплавкий элемент, поэтому в домне необходимо создать направленный газовый поток, исключающий повреждение системы охлаждения и стабильное использование тепла отходящих газов. Её роль как раз и выполняет агломерат.
Процесс производства и обжига окатышей
Сырьём для производства окатышей тоже становится концентрат, только это уже богатый продукт — с большим содержанием железа. Ему полагается только одна добавка — бентоглина, примерно 7-10 кг на тонну, единственная задача которой — помочь концентрату скататься в шарики. Происходит это в чашевом окомкователе, точнее, сразу в 12 таких машинах, каждая из которых выдаёт от 50 до 120 тонн продукции в час.
Процесс на удивление простой: огромная тарелка, находящаяся под углом, вращается. За счёт этого движения и капиллярной влаги смесь слипается, и из рассыпчатого концентрата формируются шарообразные гранулы.
Теперь у нас есть сырые окатыши, которые отправляются на обжиг в специальную машину. Таких здесь четыре, то есть на каждую приходится по три окомкователя. С них продукт собирается на сборный конвейер, который и транспортирует окатыши на обжиг. Работает машина ОК-228 конвейерного типа: 107 обжиговых тележек в ней ходят по кругу.
Задача кажется несложной, пока сопровождающий нас начальник цеха окатышей Сергей Беляев не уточняет жёсткие требования к готовым окатышам. Диаметр каждого шарика должен составлять 10-15 мм, а в идеале — 12 мм. Окомкователю нужно накатать не менее 75% годного класса — в этом случае считается, что процесс отлажен оптимально. При этом оператор может менять только три параметра: скорость вращения чаши, угол наклона и содержание бентоглины — в зависимости от влажности исходного концентрата и получаемого гранулометрического состава сырых окатышей.
Все конвейеры цеха оснащены датчиками, которые становятся глазами комплекса «Граникс». Это система технического зрения, которая позволяет измерять размер сырых окатышей бесконтактно — с помощью технологии машинного зрения. Перед каждой обжиговой машиной установлены видеокамеры высокого разрешения с системой бестеневой подсветки. Видеоизображение преобразуется в цифровой аналог, система обрабатывает данные и передаёт статистику машинисту окомкователя.
Опираясь на них, специалист может оперативно внести корректировки в процесс. Такую систему КГОК внедрил несколько нет назад, и возможности машинного зрения позволили оптимизировать работу всего комплекса оборудования, а кроме того, удалось снизить расход природного газа на обжиг. Сырые окатыши, которые имеют диаметр менее 8 миллиметров, возвращаются в процесс.
Увидеть процесс обжига практически невозможно, если только не заглянуть в специальное окошко, что мы и делаем. Машина имеет полностью закрытую конструкцию, поэтому оценить масштаб мы не можем — разве что почувствовать, что обжиг идёт при очень высокой температуре. Поэтому о нюансах технологии Сергей Беляев рассказывает нам в операторской, которую называет сердцем производства.
Буквально в прошлом году КГОК завершил модернизацию автоматизированной системы управления в цехе. В результате операторские обжиговых машин № 3 и № 4 объединили, все показатели оцифровали и вывели на большие экраны. Теперь управление подразумевает минимум ручных операций, а презентация получается очень понятной и наглядной.
«На своём мониторе агломератчик видит все ключевые параметры работы машин: показания с горна, дымососов, данные о давлении, высоту слоя окатышей, расход газа и воздуха по всем горелкам. И здесь хорошо заметны зоны «приготовления» окатышей и разница температур в них. Сначала идёт «Сушка 1»: дымососами подаём горячий воздух, здесь примерно 100 градусов. В зоне «Сушка 2» — уже 400-500 градусов.
На подогреве мы ещё не включаем горелки: теплый воздух поступает за счёт рекуперации. А вот в «Обжиге 1» и «Обжиге 2» мы уже доводим до 1200 и 1300 градусов. И далее у нас две зоны охлаждения: сначала воздействуем подогретым воздухом, чтобы наш окатыш не разрушился, а потом уже атмосферным», — рассказывает Сергей Беляев.
Охладитель в этом цехе также предусмотрен, этот агрегат работает по тому же принципу, что и на агломерации, — прососом атмосферного воздуха через слой окатышей. Верхняя отметка — 100 градусов: после этого продукцию можно транспортировать ленточными конвейерами. На комбинате работают четыре таких машины, по одной на каждую обжиговую.
Теперь уже готовые окатыши проходят через грохот — здесь отсеивается мелочь. Интересно, что на этом этапе технологическая цепочка замыкается в круг: часть готовой продукции забирают из хвоста процесса в голову, чтобы сформировать донную и бортовую постель. Так называют слой из готовых окатышей, который выкладывают на дно обжиговой тележки, а сырая продукция, соответственно, оказывается сверху.
Это необходимо для того, чтобы, во-первых, обеспечить газопроницаемость, а во-вторых, чтобы окатыши просто-напросто не прилипли к обжиговой тележке. Оторвать их в этом случае будет практически невозможно, объясняет наш провожатый.
Вся эта многоэтапная технология позволяет получить фактически одинаковые по размеру окатыши, в которых концентрат не спекается, а как бы покрывается корочкой. При этом «скорлупа» получается очень крепкой: окатыш должен выдерживать давление не менее 192-200 кг. КГОК не только соблюдает, но и перевыполняет эти требования: рекорд комбината — 250 кг/см2.
При этом у агломератчиков есть не так много рычагов воздействия: корректировка температуры и регулировка нагрузки на обжиговую машину. Именно поэтому вопросам контроля и автоматизации процесса здесь уделяют столько внимания.
Названные свойства позволяют транспортировать окатыши даже на очень большие расстояния: производитель уверенно отправляет продукцию в путешествие, зная, что по дороге она не рассыплется в пыль. Основным потребителем окатышей КГОКа остается Нижнетагильский меткомбинат, однако порядка 40 % уходит на другие предприятия: это и ЕВРАЗ ЗСМК, и другие заводы, в том числе налажены экспортные поставки.
Сравнение продуктов: химический состав, прочность и применение
Таким образом, мы имеем два продукта, исходным сырьём для которых стал железорудный концентрат, а получены они были при термическом воздействии. В доменную печь — во всяком случае печь НТМК — их будут загружать совместно. Задача их обоих — обеспечить газопроницаемость шихты в доменной печи. Но всё же это разные продукты. Во-первых, объясняет Захар Павлов, отличается содержание железа: целевой показатель для агломерата на КГОКе — 54,5%, окатышей — 61,15%.
Во-вторых, химический состав: если для производства к железорудному сырью добавляют кокс, известь, известняк и доломит, то для второго нужна только бентоглина. В-третьих, совершенно разные физические свойства: прочность, крупность, пористость и т. п. При этом эти продукты не конкурируют между собой: выбор в пользу одного из них доменщики делают, исходя из специфики своего оборудования. Впрочем, всё это мы обсудим уже с самими металлургами, потому что героями нашего следующего репортажа станут именно они: из Качканара мы едем в Нижний Тагил, на легендарный металлургический комбинат.
На комбинате побывали: Анна Кучумова (текст), Евгений Ошкин (фото)
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.











































Спасибо!
Теперь редакторы в курсе.