Получить концентрат из бедной качканарской руды, где железа всего 15–16%, и при этом не потерять ценный ванадий — такая задача наверняка заставит поломать головы и современных разработчиков. И как только на это решились специалисты Уралмеханобра 60 лет назад? На фабрике КГОКа реализована уникальная технология, построенная на магнитной сепарации. Кажется, что это достаточно простое решение по сравнению с той же флотацией, только вот, чтобы оно было эффективным, руду нужно истереть буквально в пыль.
Таких фабрик мы, конечно, ещё не видели. Протяжённость здания ОФ составляет почти километр. А корпус крупного дробления, куда мы отправляемся в первую очередь, имеет высоту 40 м и при этом уходит под землю ещё на 60. В Качканаре, надо сказать, вообще любят масштабные решения.
Приём и первичное дробление руды: дробилка ККД 1500/300
Здесь, в ККД, мы встречаемся с рудой, добычу которой недавно снимали в карьере. На фабрику она приходит по железной дороге — работает система автоматической разгрузки думпкаров, после чего горная масса поступает в конусную дробилку. За несколько секунд в ней исчезают от 105 до 115 тонн — столько помещается в думпкар. Дробилка — это огромная машина с входной щелью 1500 мм и выходной — 300 мм.
Такой гигант — дело рук Уралмашзавода, и, по словам обогатителей, подобная техника есть ещё только у двух фабрик в мире. За смену ККД принимает от 60 до 90 железнодорожных составов с рудой. Дробилка работает от двух двигателей, расположенных справа и слева, их мы видим в машинном отделении, и мощность каждого агрегата — 400 кВт.
Разгрузку руды контролируют операторы, уже традиционно мы встречаем на этом посту девушек. Именно они дают разрешение на въезд и выезд, следят за тем, как распределяется руда в дробилке и как она уходит на конвейер на следующий этап.
Главное, объясняет оператор, — не допустить забутовки. Из карьера на фабрику приходит руда разной фракции, и самые крупные куски по размеру напоминают хороший шкаф. И дробилка действительно может «прожевать» огромные глыбы, но всё же возможности её не безграничны. И, если негабарит не пройдёт, возникнут сложности.
Что делать в этой ситуации? Первый вариант решения — использовать разбутовочный крюк, чтобы перевернуть камень и всё же передробить его. На здешнем сленге такой процесс называется рыбалкой — со стороны и правда похоже, только вот удочка прямо-таки огромная. Если такие манипуляции не помогут, оборудование придётся остановить, чтобы заняться разбутовкой, на что может уйти и четыре, и шесть часов. Так что появление негабарита на фабрике крайне нежелательно.
«Мы очень стараемся этого не допустить, и для этого есть технические и организационные мероприятия. К первым относится повышение качества взорванной горной массы, и это целый комплекс инициатив. Нужно организовать БВР так, чтобы минимизировать долю фракции 1500 мм и выше. По нормативам её должно быть не более 2%, мы же стремимся к нулю.
Например, в том числе и с этой целью мы используем гранулированную селитру. А на экскаваторах у нас стоят умные камеры, которые помогают оценить качество ВГМ. На самом деле, это непрерывный процесс: мы постоянно что-то внедряем и улучшаем, и этому вопросу уделяем большое внимание.
Если же в результате взрыва негабарит всё-таки получился, машинист экскаватора должен отложить эти большие камни в сторону, чтобы на фабрику они не попали. Потом мы их дробим: или взрывным способом, или механическим, с помощью гидромолота. И фракцию нужного линейного размера мы уже отправляем на обогащение.
Это были технические мероприятия. А организационные — это, например, инструкция для машиниста экскаватора, который загружает руду в думпкары. Он тоже должен отложить сомнительные куски, поместить крупные камни в середину, чтобы на опрокиде они упали прямо в зев дробилки. Ну а девушки-операторы могут отправить вагон обратно, если увидят негабарит. Да, это не очень хорошо, но куда проще, чем заниматься разбутовкой», — поясняет главный инженер КГОКа Захар Павлов, который вместе с нами приехал из карьера на фабрику.
Таких крупных конусных дробилок, которые встречают руду с места добычи, здесь три. Из них материал попадает на наклонный жёлоб и распределяется на четыре конусные редукционные дробилки КРД 700/100, а после — на технологические секции среднего и мелкого дробления (КСМД). Дробилки вместе с грохотами формируют каскады.
В результате всех этих действий на обогащение приходит фракция 16 мм, а начиналась эта история с 0-1500 мм.
Сухая и мокрая магнитная сепарация: разделение руды на трёх стадиях
Сразу скажем: фотографии не передают масштаба обогатительного передела. Зайдя на фабрику, мы оказались примерно в центре здания. По обе стороны от нас расположились ряды обогатительного оборудования — по ощущениям, до горизонта.
Первым делом вся мелкодроблёная руда отправляется на сухую магнитную сепарацию. По названию понятна специфика этого процесса: он, в отличие ото всех последующих, проходит без участия воды. Здесь работают двубарабанные агрегаты 2ПБС-90/250А от «Рудгормаш».
«Это очень важный этап. Если в год мы перерабатываем порядка 60 млн тонн горной массы, то 6 млн тонн пустой породы отделяются именно здесь. Неправильно называть этот продукт отходами — это тоже материал. После сепаратора работает грохот, который разделяет сырьё на фракции 20–40 и 5–20 мм. Так мы получаем строительный щебень — порядка 4 млн тонн. Его мы либо используем на своих объектах, либо продаём», — рассказал Захар Павлов, обозначив ещё один, довольно неожиданный, вид товарной продукции КГОКа.
Ту субстанцию, которая получилась на выходе, уже можно называть рудой с теми самыми 16% полезного компонента. Теперь её нужно дораскрыть, чтобы металл удалось извлечь. Проще говоря, для обогащения нужна ещё более мелкая фракция.
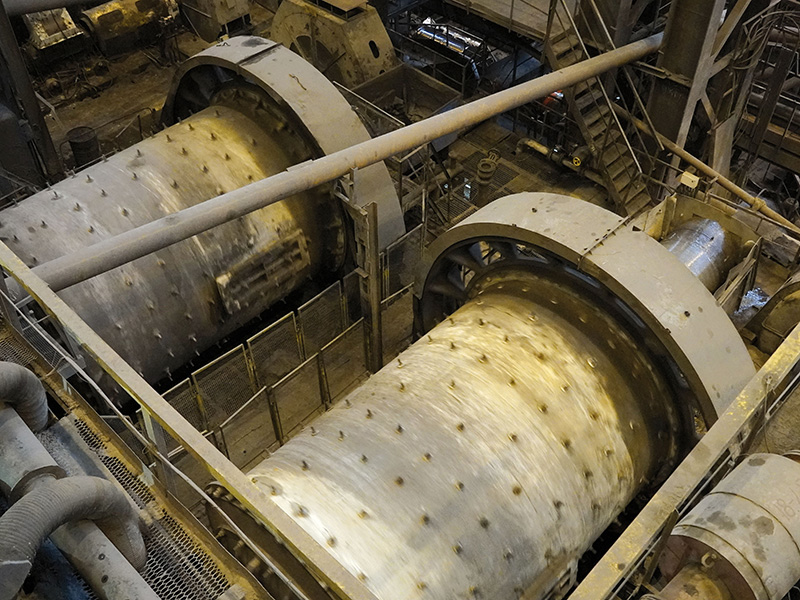
Для этого промпродукт СМС отправляется в стержневые мельницы МСЦ-36-45. Их на фабрике 29 единиц. Это оборудование осуществляет первую стадию измельчения. Теперь перед нами пульпа, так что на следующий передел она движется самотёком. Её встречают мокрые магнитные сепараторы. Диаметр их барабана — 150 см, длина — 200 см. Большую часть хвостов, 50-65 %, удаётся отделить именно на этом этапе, объясняет наш провожатый.
«Смотрите, одна половина барабана имеет магнитную систему, на второй же её нет. Мы обогащаем железную руду, поэтому сепаратор притягивает полезный компонент. Дальше мы водой смываем концентрат в нужную часть ванны, которая находится под ним, а пустая порода улетает в хвостоканал», — показывает Захар Павлов.
Однако это пока ещё не концентрат, а только магнитный продукт, и его снова нужно измельчить, так что в дело опять вступают мельницы — на этот раз шаровые, но того же диаметра. Интересно, что одним из готовых продуктов металлургического передела ЕВРАЗа являются мелющие шары, и компания много работает над их совершенствованием. Производят шары и здесь, на Урале — в цехах НТМК, и в Кузбассе — на ЗСМК.
Эту продукцию компания отчасти продаёт другим обогатителям, а отчасти использует сама. Увидев такое количество мельниц, мы сразу понимаем, что «такая корова нужна самому»: на огромной фабрике всегда есть потребность в шарах.
Кстати, наш провожатый уточняет, что такое количество относительно небольших единиц рудоразмольного оборудования делает производство более мобильным. Например, по какой-то причине объёмы подачи руды на фабрику сократились. Можно вывести из процесса некоторое количество мельниц, чтобы машины были загружены эффективно.
В замкнутом цикле с шаровыми мельницами работают гидроциклоны, которые разделяют продукт на классы крупности и либо пропускают его дальше на обогащение — в магнитные сепараторы, либо возвращают в мельницу.
Таким образом, вся эта сложная схема включает в себя три стадии измельчения и четыре — мокрой магнитной сепарации. Последняя ступень считается доводкой, и, рассматривая барабан последних сепараторов, мы отмечаем, что концентрата на нём практически нет.
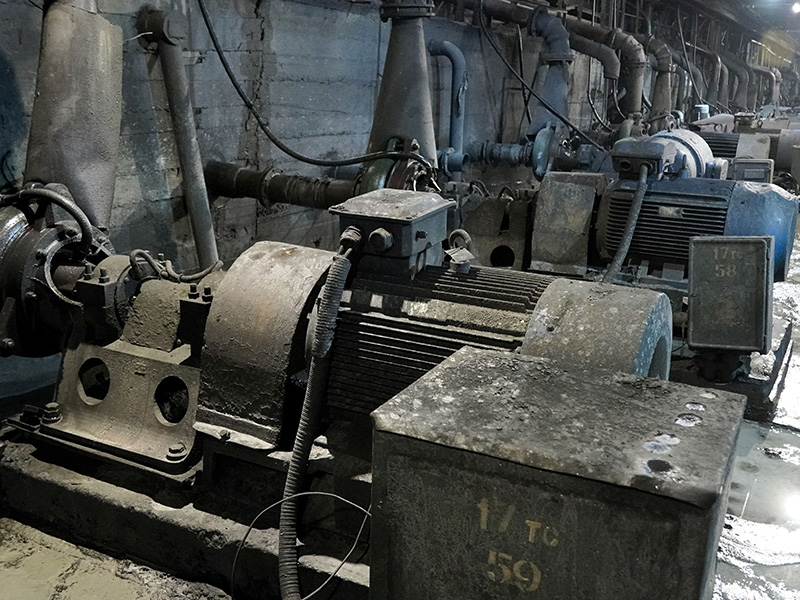
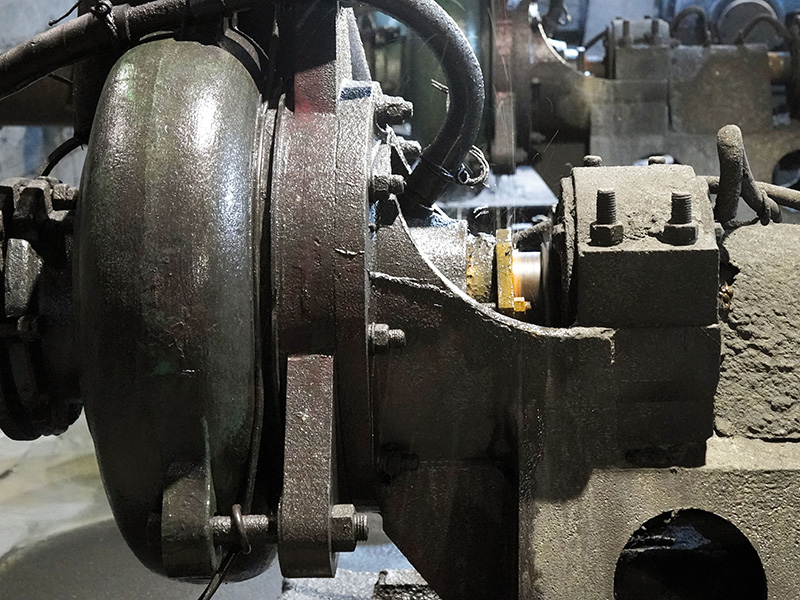
Проводив пульпу до этой стадии, мы решаем немного сойти с маршрута и спуститься в цех, который Захар Павлов называет сердцем фабрики, — в насосное отделение. Сравнение более чем удачное, ведь практически все стадии обогащения подразумевают добавление воды. И весь этот огромный поток перекачивают шламовые насосы.
Мы много слышали о Качканарском ГОКе ещё до приезда сюда, в том числе и мнение о том, что именно эта фабрика является российским лидером по числу единиц такого оборудования. Наш собеседник отметил, что не собирал статистику целенаправленно, но такое запросто может быть: шламовых насосов тут под сотню.
Водоподготовка и оборотное водоснабжение: замкнутый цикл фабрики
Ну а теперь, когда полезный компонент удалось извлечь, воду нужно удалить. Для этого весь продукт со всех пройденных стадий отправляется в радиальные сгустители. На фабрике их шесть, диметр чаши каждого — от 24 до 30 метров. На данном этапе в пульпе содержание твёрдого — 54%, остальное — это вода. Из сгустителей она через три выпуска попадает в то самое насосное отделение, мы только что вышли. В перспективе она снова вернётся в оборот.
Концентрат же поступает на обезвоживание в дисковые тканевые вакуум-фильтры. Захар Павлов обращает наше внимание на то, насколько сложным является это оборудование, конструкция которого включает целый комплекс насосов и трубопроводов. В процессе фильтрации слой твёрдых частиц скапливается с одной стороны перегородки, а фильтрат перетекает на другую её сторону. За счёт поступающего внутрь секции воздуха ткань расправляется, и готовый концентрат падает в специальный отсек. Влажность продукта на этом этапе составляет всего 9%.
Сейчас концентрат готов к следующему переделу — производству агломерата или железорудных окатышей. Наш провожатый объясняет, что для этого нужно разное сырьё, поэтому фабрика выпускает концентрат двух типов: бедный и богатый. Правда, по содержанию ценного компонента разница не такая уж большая: 61,4% против 62,4%. Но тут дело ещё и в том, что чем меньше в продукте железа, тем крупнее фракция, и наоборот, и это важно для следующих переделов.
Концентрат не покидает родные цеха сразу же: предусмотрена буферная зона в виде склада. Его вместимость — 200 тыс. тонн, и этого достаточно для того, чтобы не синхронизировать технологические цепочки передела обогащения со следующим. Он находится по соседству — сюда материал едет на конвейерной ленте.
Сгущение хвостов и возврат воды: экологический эффект
Извлечение железа из руды завершено, но, для того чтобы поставить точку в этой истории, нам нужно вернуться назад в карьер. Неподалёку от него расположен ещё один значимый для ГОКа объект — хвостохранилище. Недавно оно пережило большую модернизацию.
Прежде хвосты при транспортировке и укладке содержали только 9% твёрдого, в хранилище их укладывали методом намыва, осветлённая вода возвращалась на фабрику. Но ГОК, как мы рассказывали, рассчитывает на очень долгую жизнь, поэтому нужно было, с одной стороны, продлить срок эксплантации объекта, а с другой — сделать его более современным и безопасным.
Теперь содержание твёрдого в хвостах выросло до 40%. В цепочке появились два 64-метровых сгустителя, а также гидроциклоны, которые разделяют пульпу на две фракции. Пески укладывают в новый отсек — его тоже построили в рамках модернизации, а обводнённая часть — в старое хранилище.
Вода отстаивается, а после возвращается в оборот, то есть нововведения позволили сократить забор дополнительной чистой. Реализация проекта позволила не возить воду лишний раз по кругу: объём транспортировки пульпы снизился практически в четыре раза.
На фабрике побывали: Анна Кучумова (текст), Евгений Ошкин (фото).
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.













































Спасибо!
Теперь редакторы в курсе.