ООО «РудХим» специализируется на производстве эмульгаторов, обратных эмульсий
для горнорудной, нефтегазодобывающей промышленности и предприятий ведущих обработку металла.
Реклама. ООО «РудХим», ИНН 3121001572
erid: 4CQwVszH9pWxnpW9r62
Использование данного ресурса считается более экономичным и удобным.
Основными слабыми местами конвейерного транспорта являются лента и ролики. Именно они берут на себя «львиную» долю эксплуатационных затрат. На износ ленты влияет множество факторов, в том числе качество конвейерных роликов и их конструкция. При заклинивании или большом радиальном биении роликов происходит интенсивный износ ленты.
Рис. 1 Ролик гладкий с горячештампованным вкладышем
Как правило, ресурс работы ролика недолгий. Он быстро изнашивается и, в среднем, через полгода — год подлежит замене. К такому порядку вещей уже все привыкли, и у большинства добывающих предприятий каждый год планируются расходы на закупку больших партий конвейерных роликов для замены.
Однако в России появился новый тип конвейерных роликов — горячеформованные ролики, или ГФУ, меняющие установившийся порядок вещей в пользу добывающих предприятии.
Вот лишь некоторые выдержки из протоколов испытаний горячеформованных роликов:
• «…наработка роликов ГФУ составила 8170 моточасов, ролики находятся в технически исправном состоянии, подшипниковые узлы герметичны, обечайки имеют незначительный механический износ. Эксплуатационные характеристики и техническое состояние данных роликов признаны удовлетворительными»;
• «…за время эксплуатации в течение двух лет выход из строя составил не более 5% роликов ГФУ».
• «… наработка роликов ГФУ составила 2015 моточасов, ролики находятся в технически исправном состоянии.
За данный период проведения сравнительных испытаний ролики стандартной конструкции, применяемые в настоящее время на конвейерах подземного рудника, в 40% случаев пришли в негодность по причине выхода из строя подшипниковых узлов и критического износа обечаек…».
Срок службы горячеформованых роликов гораздо выше их аналогов
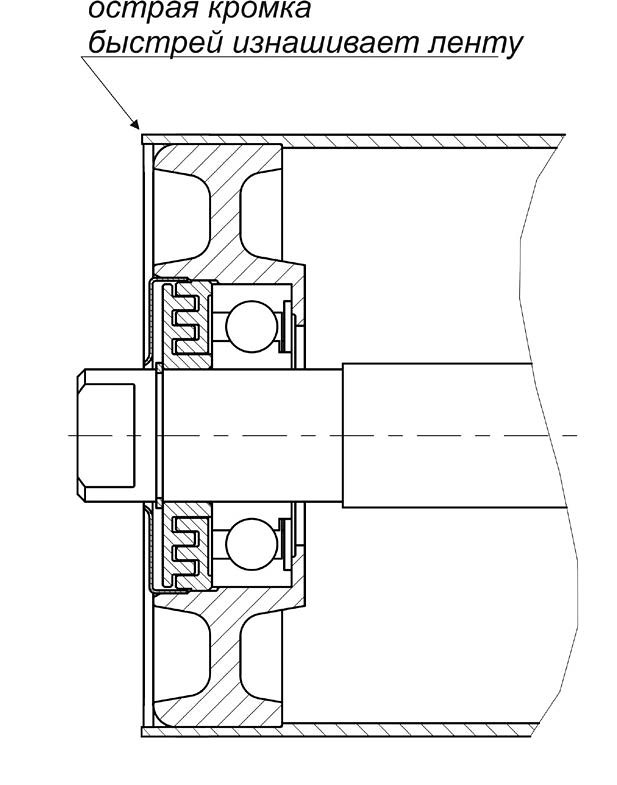
Рис. 2 Ролик гладкий с штампованным вкладышем
В настоящее время наибольшее распространение получили ролики двух видов: с приваренным (рис. 1) и завальцованным (рис. 2) корпусом подшипникового узла. Корпус узла может быть штампованным, литым или точёным из круглого проката.
Данные конструкции не могут обеспечить высокие значения соосности посадочных мест под подшипники, так как существует погрешность при сборке или посадке подшипникового узла.
Также при сварном соединении или завальцовке корпусов появляются дополнительные перекосы в подшипниковых узлах относительно оси в связи с напряжениями, возникающими при нагреве и остывании сварочного шва.
Как результат, для всех классических конструкций роликов является нормой величина радиального биения — 1-1,5% от диаметра ролика, а величина момента сопротивления вращению — 0,35-0,4 Н*м.
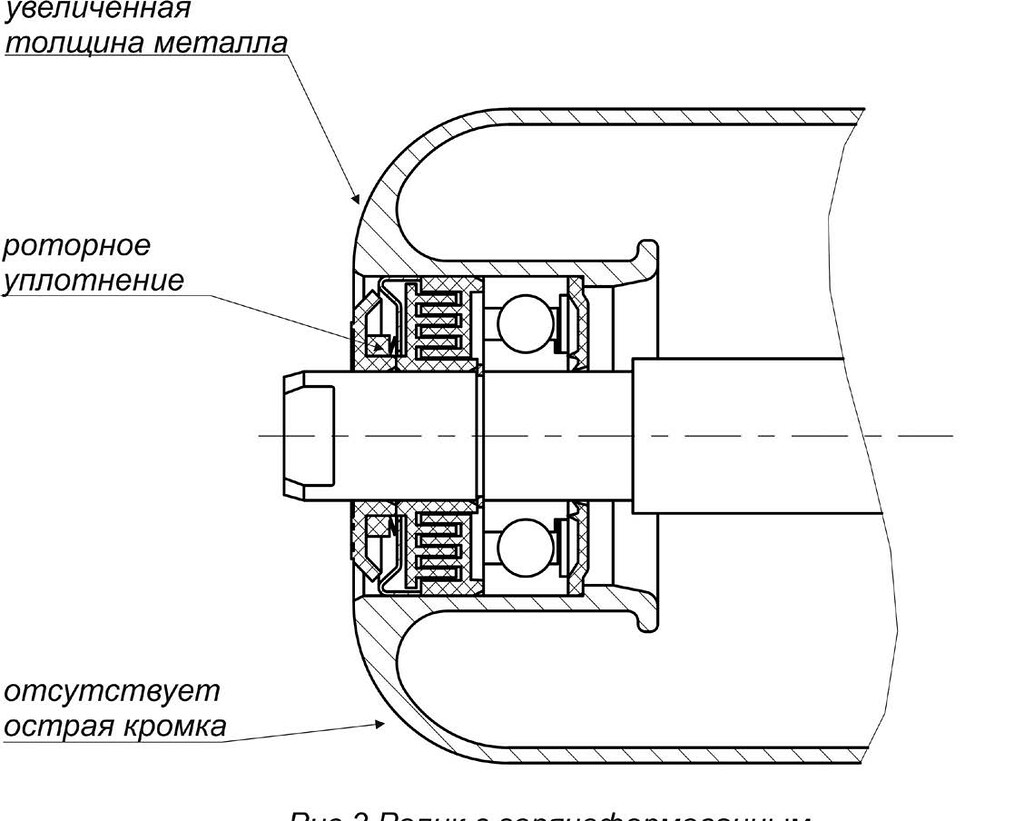
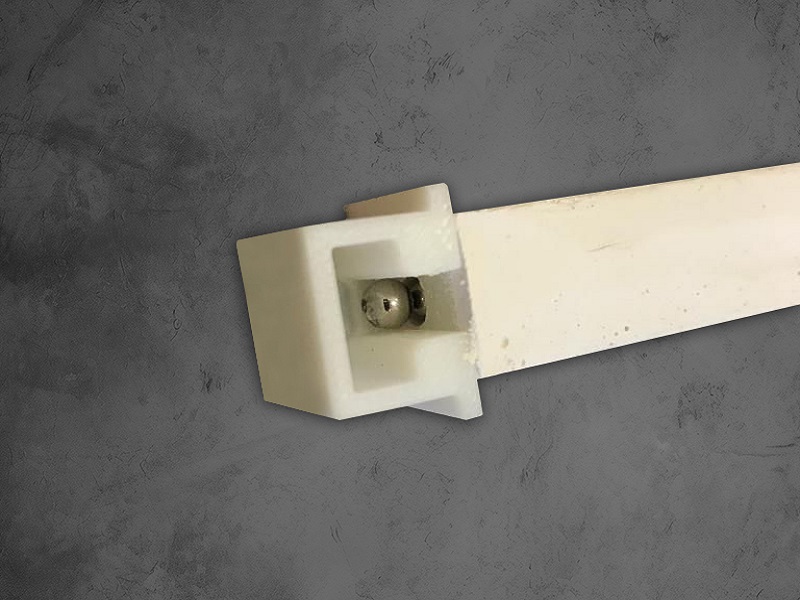
Горячеформованные ролики (рис.3) изготавливаются по совершенно другой технологии.
Производственная уникальность данного ролика заключается в том, что его изготовление полностью автоматизировано и исключает влияние человеческого фактора: края обечайки разогреваются до температуры 870 °С, затем специальным приспособлением край трубы загибается внутрь, попутно увеличивая толщину металла в нагруженных местах и одновременно создавая стакан для установки подшипника и защитных элементов.
После остывания обечайка растачивается одновременно с двух сторон под подшипник и защитные элементы (лабиринтные и роторные уплотнения), вследствие чего полностью исключаются перекосы при сборке ролика.
Также соосно, за один установ, одновременно с двух сторон протачивается ось ролика. Указанная технология позволила снизить значения момента страгивания до 0,15-0,25 Н*м, радиального биения до 0,4-0,5%, а ресурс работы роликов увеличился минимум в 1,5-2 раза.
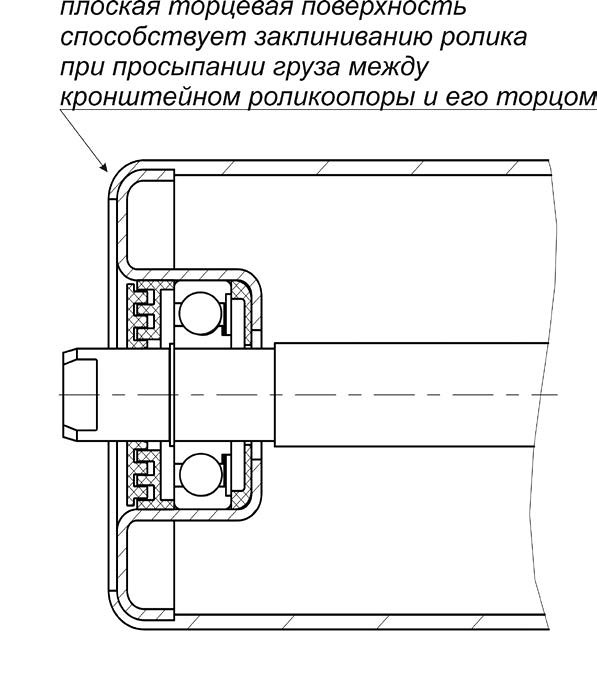
Ещё один положительный момент — у горячеформованного ролика, в отличие от классических аналогов, отсутствуют острые кромки по краям, в результате чего уменьшается его влияние на износ ленты. Также сферическая форма корпуса минимизирует заклинивание ролика при попадании просыпавшегося груза между кронштейном роликоопоры и его торцом.
Рис. 3 Ролик с горячеформованным корпусом (ГФУ)
Ролики ГФУ комплектуются роторным уплотнением, что создаёт дополнительное препятствие проникновению пыли и влаги внутрь ролика, продлевая срок службы подшипника.
Что даёт предприятию установка горячеформованных роликов?
Горячеформованные ролики имеют ряд существенных преимуществ. Они значительно меньше выходят из строя по причине заклинивания подшипникового узла и истирания обечайки.
Ролики ГФУ легче вращаются, в результате чего, за счёт уменьшения сопротивления вращению, снижается потребляемая мощность привода конвейера.
При эксплуатации классических роликов нужно нести расходы по хранению аварийных запасов, логистике, использовать большой штат сотрудников для их оперативной замены.
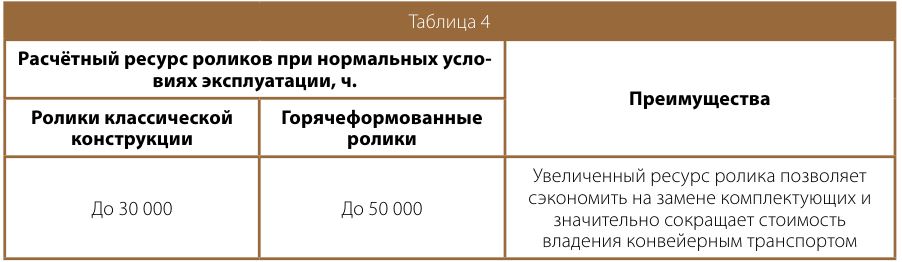
А для горячеформованных роликов все эти расходы в разы меньше, так как ресурс их эксплуатации до 50 000 часов.
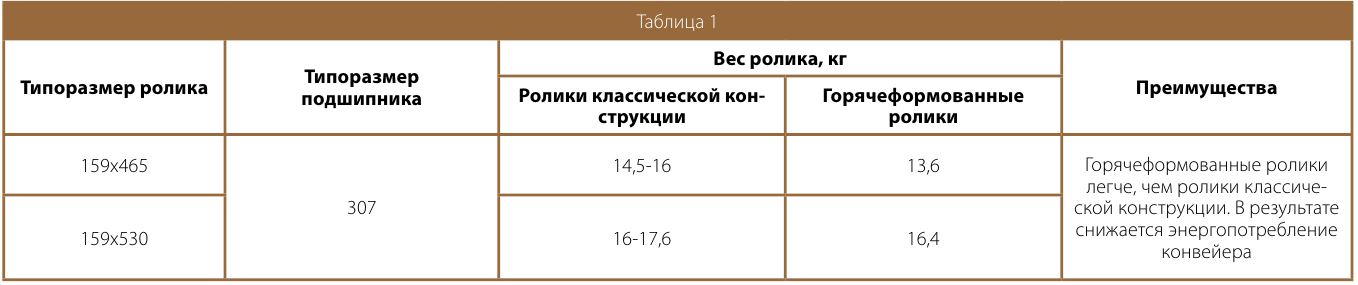
Горячеформованные ролики имеют, в среднем, на 10-20% меньший вес, чем классические ролики, поэтому их легче эксплуатировать.
Горячеформованные ролики бережней воздействуют на ленту, что продлевает срок её службы. Как результат, при установке роликов ГФУ эксплуатационные затраты на обслуживание конвейерных систем значительно снижаются.
Таблица 1
Таблица 2
Таблица 3Таблица 4
В таблицах 1-4 приведены сравнительные характеристики классических роликов и ГФУ.
Текст: Зуенко Евгений Олегович, коммерческий директор АО «ПТМ»


























Спасибо!
Теперь редакторы в курсе.