В подземной добыче полезных ископаемых нет малозначимых технологических процессов. Остановка практически любого приводит к остановке работы всего предприятия.
Эффективность работы очистных и проходческих забоев напрямую зависит от работы конвейерного транспорта, который является самый эффективным способом транспортировки вынимаемой горной массы на-гора. Надёжное и безопасное функционирование конвейерных линий — задача нетривиальная.
Для её решения необходим комплексный подход, внедрение передовых достижений науки и мирового опыта.
Современное горнодобывающее предприятие, оснащено системами автоматического управления, пожаротушения, энергоснабжения, аэрогазовым контролем, мониторингом персонала, линиями передачи данных и видеонаблюдением и, как правило, это всё разрозненные системы, либо не взаимодействующие друг с другом вообще, или имеющие «слабое» взаимодействие.
Перевозка людей на ленточном конвейере является травмоопасной. Зачастую работники шахт и рудников нарушают требования правил безопасности, выезжая к месту работ на необорудованных для этого конвейерных линиях, и бороться с этим достаточно сложно.
Решением данной проблемы может стать интеграция системы мониторинга персонала с автоматикой управления конвейером. При быстром перемещении человека вдоль конвейера между установленными считывателями радиометок (персональных транспондеров) должна происходить автоматическая остановка.
Для обеспечения безопасной перевозки людей на оборудованных конвейерах описанный выше способ не подходит.
Настоящее время широкое применения получили системы технического зрения. Они применяются в процессе производства во многих отраслях (машиностроение, пищевая промышленность, электроника и т. д.) для контроля производственных конвейерных линий, а также на объектах для предотвращения проникновения персонала в опасные зоны.
Однако горнодобывающая промышленность остаётся «за кормой» технического прогресса ввиду сложности реализации. На это влияют такие факторы, как высокая запылённость, слабая освещённость выработок (а иногда полное отсутствие освещения). Применение тепловизионных камер позволяет решить данную проблему.
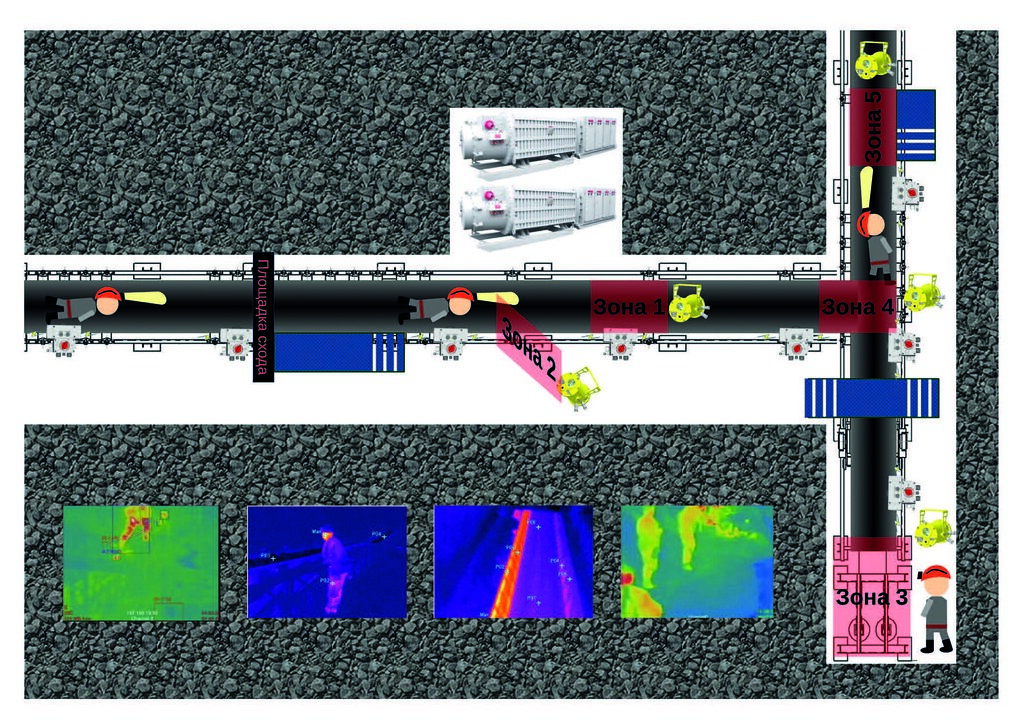
На рисунке представлена схема расстановки устройств технического зрения с тепловизионными модулями. «Зона 1» расположена сразу за площадкой схода. В случае проезда мимо площадки устройство детектирует человека и выдаёт сигнал на остановку конвейера системе автоматики.
«Зона 5» предназначена для контроля посадки человека вне посадочной площадки. Блокировку проникновения человека в область действия механизмов выполняет камера, следящая за «Зоной 3». При проникновении также произойдёт автоматическая остановка ленточного конвейера.
Тепловизор в «Зоне 2» следит за температурой редуктора, барабанов и ленточного полотна. При превышении допустимых значений конвейер останавливается. «Зона 4» — контроль заштыбовки (завала) ленточного конвейера. Эти меры могут существенно повысить безопасность эксплуатации конвейерного транспорта.
Другой проблемой, которая появилась в последние несколько лет, в связи с высокими темпами добычи, является всё более увеличивающаяся скорость конвейерного транспорта для обеспечения выдачи большого объёма горной массы на поверхность. Скорость движения конвейера достигает 5 м/с.
Перевозка людей на высокой скорости запрещена. Решением данной проблемы может стать применение частотно регулируемых приводов. Объединение в единую систему автоматики управления и частотных преобразователей позволяет снижать скорость в межсменный интервал времени для вывоза людей на поверхность.
Снижение себестоимости конечной продукции — одна из задач, которая ставится перед автоматикой управления приводными системами непрерывного транспорта. Оснащение частотно регулируемыми приводами конвейерного транспорта помогает решить и эту задачу, приводя к энергосбережению по сравнению с прямым подключением асинхронных электродвигателей, а также исключает многократные пусковые нагрузки на входную электрическую сеть.
Следует отметить, что приводные системы рассчитывают на режимы запуска в худших условиях — запуск полностью гружёного конвейера, и при номинальных режимах эксплуатации экономия электроэнергии в среднем составляет свыше 20%. В случае нескольких приводов на одном конвейере, возможность управляемого перераспределения тяговых моментов по приводным барабанам позволяет снизить вероятность их проскальзывания.
Варьирование скоростями отдельных приводов в пределах одного конвейера компенсирует такие процессы, как износ футеровки и налипание на приводные барабаны.
Использование в системе управления конвейерной цепочкой алгоритмов оптимизации загрузки конвейерного полотна позволяет ещё больше экономить электроэнергию, поддерживая необходимую и достаточную скорость движения полотна для транспортировки горной массы и недопущению проблем на пересыпах в местах перегрузки транспортируемой массы с одного конвейера на другой.
Другой стороной эффективности приводных систем на базе частотного регулирования является экономия механического ресурса конвейерных систем: «пробег» роликов, ленточного полотна, подшипников, редукторов и т. д. Эта экономия достигается за счёт снижения скорости конвейеров до 25-30% от номинальной при отсутствии нагрузки или нагрузке, не приводящей к просыпанию горной массы с полотна и пересыпу в местах перегруза с конвейера на конвейер.
Приводные системы с частотным управлением дают комплексный эффект, достижение которого возможно при использовании системы управления учитывающей особенности приводной системы, и составляющей прогноз по загрузкам конвейерной цепочки. критерии автоматического управления скоростью могут быть, например, со следующим подходом:
• на всех этапах регулирования скорости основой является минимум потребляемой энергии для транспортировки горной массы;
• регулирование скоростью выполняется на основании перспективного расчёта нагрузки приводов по каждому из конвейеров и конвейерной цепочки в целом;
• в процессе регулирования не допустимо просыпание горной массы в местах погрузки и перегруза с конвейера на конвейер;
• если погрузка на конвейер в ближайшее время не планируется, даётся разрешение на корректировку скорости в меньшую сторону;
• ускорения при разгоне / торможении выбираются в таком диапазоне, чтобы исключить колебательные процессы полотна.
Очевидно, что для реализации перечисленных возможностей потребуется оснащение конвейеров дополнительным оборудованием кроме частотных приводов: системами передачи данных, датчиками наличия / объёма / веса перегружаемой горной массы, системой управления конвейерным транспортом, способной выполнить эту задачу.
Анализ затрат на создание такой системы и её эксплуатацию показывает, что, по сравнению с традиционными приводными системами на гидромуфтах, комплексный экономический эффект уже через 1,5-2 года перекрывает затраты на создание такой системы.
Текст и графика: Дмитрий Распопин, коммерческий директор ООО «Трансмаш»




























Спасибо!
Теперь редакторы в курсе.