Со стороны может показаться, что ковш экскаватора — изделие простое: большая металлическая лопата с зубьями, никаких хитростей! Однако производители этого оборудования могут часами рассказывать об особенностях его устройства.

Многолетней опыт работы экскаваторов, тесты, замеры и испытания выявили элементы ковша, которые в процессе работы практически не страдают от контакта с грунтом, а также те, которые принимают удар на себя. Исходя из этих данных и создаётся ковш: для разных его частей используются разные материалы, используется специфическая защита.
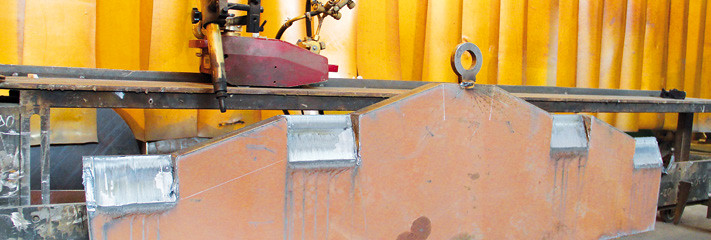
Режущая кромка ковша — один из элементов, подверженных наибольшему износу.
Работа с этой частью ковша — целая наука. Задача, разумеется, одна — увеличить интервалы обслуживания и из-бежать незапланированных простоев экскаватора вследствие ремонта оборудования.

«Основной составляющей износа является абразивное воздействие грунта на режущую кромку навесного оборудования карьерной техники. Твёрдость грунта, из-за наличия в нём кремния, составляет порядка 1000 ед. по Викерсу, в то время как большинство металлов, применяемых для изготовления режущей кромки, имеют твёрдость 300-400 ед.
Самые высокие показатели — это 600 ед.
Очевидно, что при многоцикличной нагрузке режущая кромка будет подвержена истиранию», — объясняет инженер-конструктор ООО «УгольМашСервис» Илья Деблов.
«Конструкция ковша ведь геометрически понятна: если взглянуть на то, как ковш входит в породу, очевидны его элементы, которые в наибольшей степени подвержены истиранию.
На эти участки ставится дополнительная защита, которая является расходным материалом», — добавляет начальник отдела маркетинга машиностроительной группы «КРАНЭКС» Сергей Комолов.
Разумеется, владельцы техники заинтересованы в том, чтобы элементы машины, пусть даже и расходные материалы, ходили как можно дольше. Производители серьёзно подошли к вопросу режущих кромок, и сегодня есть несколько типовых решений повышения износостойкости ковша.
Главную роль, конечно же, отдают качеству металла, который используют для изготовления режущих кромок.
Обычные конструкционные стали не годятся — их ведь разрабатывали для совершенно иных условий работы. Ещё со времён СССР для создания режущих кромок применяли стали с высоким содержанием углерода. Эксперты отмечают, что по твёрдости претензий к ним нет, но вот под воздействием низких температур — а российские месторождения нередко находятся именно на сервере — стали становятся хрупкими.
Говоря о современных материалах, эксперты, как правило, называют шведскую сталь Hardox либо её аналоги. Причём, аналоги должны быть европейскими, китайские стали доверия не вызывают. Важно, чтобы твёрдость материала составляла от 400 до 600 НВ.
«Это класс сталей, разработанных специально для использования в качестве режущих кромок и защитных элементов ковшей. На данный момент они обладают лучшими характеристиками, и именно их используют в своём производстве лидеры индустрии.
Стоит отметить, что ковши их этих сталей при сохранении всех эксплуатационных характеристик имеют более низкий вес, что в целом увеличивает ресурс базовой машины. Данный тип сталей приобретает свои свойства за счёт химического состава (пакета присадок) и особой технологии закалки», — подчёркивает руководитель направления ООО «Компания Традиция К» Алексей Пахомов.
«Сталь Hardox имеет гладкую молекулярную структуру из-за наименьших долей вредных компонентов. При использовании данной стали уменьшается риск образования самого опасного вида трещин — микротрещин. Наша компания работает только с этим материалом», — согласен технический директор ООО «Решке рус» Антон Шагин.

Но одним грамотным выбором стали дело не ограничивается.
Специалист «УгольМашСервис» наглядно продемонстрировал, что даже самая твёрдая сталь уступает грунту, с которым экскаватору приходится работать. Поэтому специалисты дополнительно усиливают режущую кромку дополнительной защитой в виде накладок из высокопрочной стали, межзубьевой защитой, скальными адаптерами и коронкамии.
Все эти защитные элементы являются сменными — за счёт этого упрощается обслуживание ковша.
«Увеличение твёрдости всей режущей кромки нецелесообразно ввиду увеличения, как её цены, так и увеличению хрупкости.
В связи с этим на режущую кромку устанавливаются сменные зубья и межзубьевая защита. При необходимости дополнительно устанавливаются футеровочные пластины из износостойкого металла.
Зубья ковша увеличивают сосредоточенную нагрузку на грунт, что облегчает копание»,— рассказывает Илья Деблов.
Эксперт уточняет, что даже материалы, которые применяются для изготовления зубьев, подвержены абразивному износу при контакте с грунтом.
«Износ зуба и несвоевременная его замена приведёт к постепенному износу самой режущей кромки. Истирание рабочей поверхности приведёт к деформации посадочных мест под установку зубьев, что в свою очередь ведёт к разбалтыванию крепления и последующему излому зуба»,— предупреждает специалист «УгольМашСервис».
«Зубья ковша разрыхляют грунт и облегчают внедрение ковша, минимизируя износ режущей кромки. Залогом надёжности для зубьев являются коронки.
Наши специалисты используют шведские коронки COMBI. Ресурс коронки зависит от массы самой коронки: масса коронок COMBI превышает массу аналогов, что и способствуют большему сроку службы данных коронок. Кроме высокой износостойкости, коронки отличаются индикатором износа, предупреждающим поломку деталей, что также значительно уменьшает вероятность износа режущей кромки.
На ковши для техники от 120 тонн, работающей на горно-обогатительных комбинатах, наша компания устанавливает литые режущие кромки компании СQMS, удачно прошедшие испытания в России. За счёт их эксплуатационных характеристик увеличивается срок службы ковша, соответственно уменьшается стоимость и время обслуживания», — рассказывают о своём опыте Антон Шагин.
Понятное дело, что в процессе эксплуатации материал истирается, и рано или поздно возникает необходимость замены конструктивных элементов.
Но есть ещё и такое явление, как возникновение трещин на режущей кромке. Здесь вопрос уже не к производителю оборудования (в очень редких случаях причиной могут стать ошибки в отливке стали), а к специалистам, его эксплуатирующим.
«Причиной быстрого износа ножа (режущей кромки) может стать неправильная эксплуатация. Очень важно подбирать ножи в соответствии с определённым характером грунта и для различных климатических условий. Например, твердосплавные ножи отлично убирают снежный покров, а для «ударных работ» в карьере хорошо подойдут скальные ножи (усиленные)», — комментирует директор компании-производителя ножей отвала ООО «Азимут» («ЗиМ») Оксана Камальдинова.
Илья Деблов отметил ещё и возможные климатические факторы износа элементов оборудования.
«Под влиянием погодных условий — дождя, снега — происходит окисление металла. При перепаде температур вода замерзает и снова тает, а это приводит к увеличению количества и размера микротрещин в металле. В целом условия Крайнего Севера — для техники непростые. Увеличивается хладнохрупкость металла. В условиях вечной мерзлоты особое внимание стоит уделять подготовке забоев к буровзрывными работами для облегчения копания»,— отмечает специалист.

«В каталоге нашей компании большой ассортимент ножей, зубьев и стоек для отечественной и импортной спецтехники, из различных видов сталей.
Есть бронированные ножи, твердосплавные ножи, резцовые ножи, перфорированные ножи и ножи с наплавкой из сормайта.
Каждый из них произведён с термической обработкой на высокотехнологичном оборудовании.
Техническая грамотность наших специалистов позволяет потребителю сориентироваться в выборе оптимального ножа для тех или иных видов работ и сделать правильный выбор» — Оксана Камальдинова, директор ООО «Азимут».
.
«Срок службы режущей кромки во многом зависит от мастерства машиниста экскаватора: копает ли он рукоятью, подворачивает ли стрелу — эти нюансы имеют значения. Да и вообще, мне доводилось видеть, как ковш используют в качестве стенобитного орудия, о каком продолжительном сроке службы тут можно говорить», — подчёркивает Сергей Комолов.
«Довольно часто причиной поломки режущей кромки является нарушение правил эксплуатации оборудования, а также проведённый ранее некачественный ремонт — без соблюдения технологий и при использовании материалов, не подходящих для высоких нагрузок на излом, разрыв или трение»,— уточняет Алексей Пахомов.
Региональный менеджер MTG в СНГ, Монголии и Финляндии Вилле Хяккинен объяснил, что значит «неправильный ремонт». Когда потребитель пытается решить задачу самостоятельно, он порой не учитывает специфики работы со сталью, и в результате — элемент ковша получает повреждения.
«Например, угольный разрез, температура на улице — минус 15 градусов. Если производить сварку без нагрева, без подготовительных процедур, то металл может потрескаться. Поэтому имеет смысл обращаться к производителям, как минимум, за советом.
Наши партнёры из компании «Профессионал» дают такие консультации своим клиентам: выдают соответствующий документ, где прописан температурный режим, как его измерять, как производить процесс сварки и так далее.
Есть возможность воспользоваться услугами мобильного сервиса – это особенно актуально, когда речь идёт о дорогостоящем оборудовании», — рекомендует специалист.
«Современные износостойкие стали хорошо свариваются, однако для этого необходимо чёткое соблюдение всех технологических нюансов. Ремонт ковшей представляет собой замену изношенных элементов на новые. В некоторых случаях эти работы можно осуществить прямо на объекте, в других — необходимо везти оборудование в сервис. Специалисты нашей компании выполняют работы как в стенах сервисного центра, так и на объекте заказчика»- Алексей Пахомов, руководитель направления ООО «Компания Традиция К».

И классический вопрос владельцев техники: менять элемент, который по большому счёту, является расходным материалом, или есть возможность «подлатать» кромку, увеличив срок её службы?
Эксперты говорят, что всё определяется на месте, и главное слово за механиком, ответственным за работоспособное состояние техники. Если обнаружены дефекты, к «больной кромке» приглашается специалист по ремонтам.
В основе диагностики — визуальный осмотр: выявляются деформированные и изношенные элементы, трещины, сколы. Специалист составляет ведомость дефектов, на основе которой разрабатывается технологическая карта ремонта, в которой описываются материалы, операции, сроки выполнения.
После согласования двумя сторонами данной ведомости приступают к ремонту.
Режущую кромку очищают от грязи; трещины разделывают, заваривают, зачищают. Заменяют изношенные зубья, срезают и устанавливают новые футеровочные пластины. После завершения ремонта работа принимается механиком.
«Если на режущей кромке появилась трещина, можно попытаться её отремонтировать. Для этого трещину нужно раскрыть, сварить, а потом зашлифовать. Кроме сварки никаких способов решения проблемы не существует», — уточнил Вилле Хяккинен.
«Целесообразность ремонта определяется исходя из отношения цены новой режущей кромки к затратам, повлекшим как сам ремонт, так и простой оборудования в год. Если годовые затраты превышают стоимость новой режущей кромки, необходимо режущую кромку заменить на новую», — подытоживает Илья Деблов.
Текст: Анна Кучумова






























Спасибо!
Теперь редакторы в курсе.