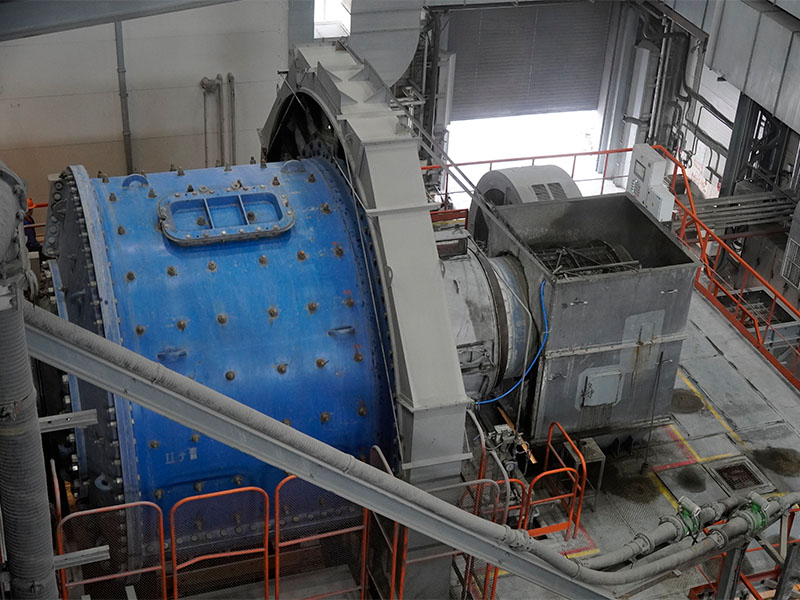
На протяжении многих лет барабанные мельницы сохраняют статус самого популярного оборудования для измельчения минерального сырья. Альтернатива в целом имеется, однако в ближайшие годы вряд ли стоит ожидать революции в технологиях. При этом измельчение — это одна из самых энергоёмких операций, к тому же именно она во многом определяет эффективность последующих переделов обогащения.

Фабрики берутся за переработку всё более сложных типов руд, так что на счету буквально каждый процент. И вот производители оборудования и разработчики технологий уже присматриваются к деталям: какие элементы системы можно скорректировать, чтобы повысить эффективность работы фабрики?
Этот вопрос стал ключевым на конференции «Измельчение минерального сырья. Технологии, материалы, практика», которую летом этого года в Екатеринбурге провела компания «ЕВРАЗ». Её участники попытались взглянуть на обогатительное производство как на единый организм, в котором все элементы оказывают влияние друг на друга.
Идею о том, насколько тесно связаны между собой различные этапы горного производства, отражает концепция mine to mill, то есть «от руды до фабрики». Она набирает популярность во всём мире, поскольку современные предприятия демонстрируют заинтересованность в повышении производительности предприятий. Эта методология позволяет взглянуть на производство как на единый процесс и отыскать в системе точки, которые англоязычные добытчики называют bottle neck («бутылочное горлышко»), а российские — узкими местами, и «расшить их».
«Интернациональность» подхода подтверждает в числе прочего опыт ООО «Дельта Инжиниринг и Консалтинг», которое до 2022 года являлось частью международной команды. Так, руководитель направления технологического консалтинга предприятия Анастасия Арчер много лет работала за рубежом, а сейчас вернулась домой — в Россию. Специалист отмечает, что методологию mine to mill сегодня внедряют ГОКи в разных странах, причём мотивация у всех предприятий примерно одна и та же.
Итак, почему на горнорудных предприятиях возникают эти самые узкие места? Первая проблема, на которую обратила внимание Анастасия Арчер, — это недостаточная информация о строении рудного тела на этапе проектирования. Это отметил и директор по научно-исследовательской работе ООО «ДИСПО» Владислав Львов, который подчеркнул, что для точного подбора технологии не бывает достаточно двух-трёх проб, иногда их требуется несколько десятков.
«Я категорически не рекомендую основывать технологическое решение на данных об одной или двух пробах. Это, с моей точки зрения, абсолютно неправильно и ведёт к неверному выбору оборудования, с которым потом фабрика будет долго мучиться, выводя на проектную мощность», — подчеркнул Владислав Львов.
«Я лично „боролась” с ГОКом два с половиной года, поскольку компания не подготовила достаточно проб, неверно выбрала методики тестирования, неправильно спроектировала фабрику, а потом пыталась выйти на проектные мощности», — поделилась опытом Анастасия Арчер.
Недостаточную изученность специалисты «Дельта Инжиниринг и Консалтинг» назвали общей бедой индустрии: по их наблюдениям, внимание этому аспекту работы уделяют единицы, и это главный источник узких мест на фабрике.
Вторая проблема — это проектирование горных работ в отрыве от фабрики: предприятия забывают о том, что вопросы производительности, извлечения и себестоимости являются едиными для всех служб

«В результате мы приходим на фабрику и видим следующее. Технологи говорят: „У нас проблема с флотацией — не достигаем показателей извлечения”. Начинаем разбираться — доходим до головы процесса, видим, что везде есть какие-то сложности. Идём к горнякам, а у них всё прекрасно: „Нам платят за тонны, мы добываем, показатели в норме”. И в итоге наш ГОК работает по принципу, описанному в известной басне „Лебедь, рак и щука”.
Причём не стоит думать, что это у нас всё плохо, а там, за границей, таких ситуаций не возникает. Ничего подобного: мы видим такие проблемы везде», — объяснила Анастасия Арчер.
Методология «от рудника до фабрики» как раз и призвана изменить мышление: прийти от локальной оптимизации к системному управлению производством, увидеть ГОК в образе живого организма, где взаимосвязаны все процессы.
Цикл переработки полезного ископаемого начинается с БВР, считают в «Дельта Инжиниринг и Консалтинг». Здесь заложен огромный потенциал увеличения производительности: по опыту специалиста, даже на лучшем предприятии на этом этапе можно получить эффект не менее 5%.
Казалось бы, очень далеки друг от друга такие операции, как взрыв и, например, измельчение.
Однако именно в процессе БВР можно задать фрагментацию горной массы — при таком подходе связь между технологическими этапами уже кажется более очевидной. Иногда такой подход подразумевает рост затрат на бурение и взрыв, но эти инвестиции впоследствии удаётся «отбить», поскольку предприятие получает прирост на других этапах и, что принципиально, растут ключевые показатели: производительность и извлечение.
Конечно же, физико-механические свойства руды прямо отражаются на ходе и результативности процесса измельчения. Чтобы оценить их, в индустрии используют множество тестов: они позволяют спрогнозировать «поведение» сырья, а также взаимное влияние друг на друга руды, мелющих тел и футеровки. Владислав Львов рассказал, что подходы к определению характеристик руды со временем меняются и совершенствуются, в отрасли появляются новые формулы и калькуляторы, поскольку обогатители хотят видеть всё более точные результаты.

На страницах нашего журнала мы уже неоднократно рассказывали, что большие возможности для оптимизации процесса измельчения руды открывает правильный подбор футеровки. Логика простая: чем дольше служат защитные элементы, тем реже приходится останавливать мельницу для их замены. Впрочем, порой всё бывает не так однозначно.
«Казалось бы, футеровка — изнашиваемый материал, однако этот элемент имеет очень большое влияние на все технологические параметры, эффективность производства и экономику. Современная футеровка — это ещё и довольно дорогой продукт, что заставляет тщательно анализировать и оптимизировать эти элементы», — отметил руководитель направления «Мельничная футеровка» АО «Север Минералс» Сергей Румянцев.
Современные производители экспериментируют и с материалами, и с геометрией. Что касается первого параметра, то ещё недавно марганцовистая сталь, в народе «марганцовка», считалась оптимальным и фактически универсальным вариантом: как отметил инженер по проектам АО «Коралайна Технологии» Георгий Ковальчук, «дёшево и сердито». Именно поэтому, говорит Сергей Румянцев, российские литейки сегодня ориентированы преимущественно на этот сплав. А вот более современные решения поставщики везут из-за рубежа.
«В СССР марганец был самым распространённым легирующим материалом, поэтому „марганцовка” для производства мельничных футеровок получила широкое распространение. В то же время капиталисты, которые считали каждую копейку, начали оснащать оборудование защитными элементами из других материалов, в частности использовать хромомолибденовые сплавы.
Зарубежные компании стали поставлять в Россию свои мельницы с новыми типами футеровок, и фабрики быстро привыкли к хорошему. Хотя отрасль у нас достаточно инертная, поэтому многие по-прежнему работают на „марганцовке”», — объяснил Георгий Ковальчук.
Сергей Румянцев отметил также, что к переходу на новые типы футеровок ГОКи подталкивают и объективные факторы: здесь всё чаще устанавливают крупные мельницы, которые требуют высокопроизводительных линий. Так и сформировался новый подход, подразумевающий тщательный индивидуальный подбор футеровок.
Так почему новым требованиям не соответствует старая добрая «марганцовка»? Ведь многолетний опыт показывает, что у неё есть ряд преимуществ: низкая стоимость, относительно высокий срок службы, во многом обусловленный «суперспособностью» — поверхностным упрочнением за счёт наклёпа шарами.

Но, говорит Георгий Ковальчук, эта особенность в определённых случаях может стать и недостатком футеровки из марганцовистой стали. Специалисты «Коралайна Технологии» неоднократно наблюдали, как эти защитные элементы выгибались под воздействием шаров. В результате они разрывали крепёжные болты и даже деформировали барабан мельницы. Поэтому эксперты компании отмечают важность индивидуального подбора защитных элементов, обращая внимание на современные решения: хромомолибденовую сталь, белый чугун, резину и резино-металл.
Вообще, объясняет Сергей Румянцев, у всех известных сегодня сплавов есть свои преимущества и недостатки. Производители пытаются найти баланс между ключевыми показателями: твёрдостью, ударной вязкостью и износостойкостью. Так, различные варианты марганцовистой стали отличают высокая твёрдость, особенно после упрочнения шарами, но низкая износостойкость. У хромомолибдена эти показатели более-менее выровнены: он более абразивоустойчивый, но менее твёрдый. А вот белый чугун — это самый твёрдый, но, к сожалению, хрупкий сплав. Так что производители лавируют между всеми этими характеристиками, подбирая или даже комбинируя материалы.
На самом деле, сегодня футеровку изготавливают не только из металла: индустрия уже давно освоила и другие варианты. Так, отличные результаты продемонстрировали резино-металлические защитные элементы, установленные на мельницах первой стадии одной из фабрик GV Gold. Они заменили традиционную металлическую футеровку и не только показали больший срок ходимости, но и позволили нарастить производительность. Получив такой эффект, золотодобытчик установил резино-металл практически на всех своих мельницах первой стадии на уже работающих фабриках, такой же вариант компания рассматривает и для нового своего объекта.
Можно и вовсе исключить из этой схемы металл: сегодня обогатители всё чаще выбирают резиновую футеровку. Правда, специалисты производителя таких решений, российской компании Ural Minerals, не рекомендуют устанавливать такие защитные элементы на мельницы первой стадии. А вот на других технологических этапах резина показывает себя хорошо.
Современные фабрики всё чаще используют высокопроизводительные мельницы большого диаметра, и этот тренд подтолкнул Ural Minerals к идее создания футеровки для такого оборудования — речь идёт именно о резиновых изделиях, ведь именно на них специализируется уральское предприятие. С 2022 года завод выпускает комплекты различного геометрического профиля для мельниц диаметром 7,9 и 8,5 м. Идея в том, чтобы заменить ими хромомолибденовые брони, причём заместить импортный товар отечественным.
Испытания дали очень интересные результаты. Очевидное преимущество резины перед металлом — меньший вес. Как показал опыт Ural Minerals, первая оказалась легче в три раза: 163 тонн против 428 тонн (для мельницы диаметром 8,5 м).
«При этом параметры измельчения при установке резиновой футеровки сохраняются — процесс идёт согласно технологической карте. Удалось снизить расход мелющих тел и электроэнергии. Фактическая эксплуатационная наработка резиновых комплектов на мельницах 8,5 м составила 25 месяцев на третий стадии (диаметр шара 60 мм) и 18 месяцев — на второй (диаметр шара 80 мм). В первом случае нам удалось превысить ходимость хромомолибденовой брони, а во втором — дать идентичные показатели», — рассказал коммерческий директор ООО «Юрал Минералс» Антон Седрисов.
Помимо срока ходимости, есть и ещё один мотив поисков новых решений: производители стремятся сделать процесс перефутеровки более безопасным и удобным. Так, специалисты «Север Минералс» сегодня смотрят в сторону магнитной футеровки. Сергей Румянцев объяснил, что это решение уже применяют для защиты вертикальных мельниц, компания же хочет установить его на барабанные, работающие на железорудной фабрике.
Ural Minerals тоже работает над тем, чтобы облегчить монтаж футеровки. Специалисты компании создали комплект броней с меньшим количеством элементов, зато каждый из них отличается большими габаритами. За счёт этого фабрике удаётся существенно сократить временный затраты и на первый монтаж, и на перефутеровку.
Отметим и ещё один момент, который может оказаться трендовым. Прямо в ходе конференции представители «Север Минералс» обозначили свою заинтересованность в сотрудничестве с ЕВРАЗом — производителем мелющих тел. Специалисты металлургического холдинга также отметили, что такой тандем имеет большой потенциал, ведь футеровка и шары — это элементы, которые взаимно влияют друг на друга в процессе работы мельницы. Поэтому совместный подбор таких решений — это возможный следующий шаг в развитии технологий измельчения.

На самом деле, сегодня промышленность уже привыкла к мысли о том, что футеровка — это решение кастомизированное. Но какие вопросы могут быть к шарам? В конце концов, это стальное изделие сферической формы, и долгое время мельничные шары вообще изготавливали из отходов рельсовой заготовки. Так что же тут можно улучшать?
Отношение к мелющим телам как к наукоёмкому продукту — это действительно черта современного развития индустрии. Скажем, ЕВРАЗ производит эти решения уже 57 лет, и в целом многие металлургические комбинаты выпускают шары на самостоятельно — по крайней мере, для собственных нужд. Однако именно в последние годы ЕВРАЗ изменил взгляд на мельничные шары: в 2018 году запустили новый стан, около полутора лет назад в компании появился исследовательский центр, а сейчас она присматривается к новым технологиям производства мелющих тел.
Итак, допустим, фабрика загрузила в мельницу условные шары низкого качества. Чем она рискует?
Первая проблема, с которой столкнётся такой заказчик, — это повышенное образование скрапа, то есть фрагментов шаров, объясняет руководитель департамента технического сервиса ЕВРАЗ Станислав Скибин. Эти отслоившиеся куски будут влиять в числе прочего на ходимость пульпопроводов, насосов и другого оборудования.

Второй момент: фрагменты шаров будут забивать разгрузочную решётку, что снизит живое сечение и, как следствие, производительность. Третий: если шары будут раскалываться, фабрика столкнётся не только с повышенным их расходом, но и со снижением тонины помола. Плюс в мельнице появятся элементы, которые в процессе измельчения не участвуют. Всё это приведёт к неэффективной работе оборудования. Так что очень важно найти такую формулу шара, которая позволит исключить все эти нюансы.
Впрочем, все эти вводные были известны уже в прошлом веке — во всяком случае, за рубежом. И уже в 1931 году появился первый легированный мельничный шар: по названию двух элементов (молибдена и меди) он получил имя MolyСop. Но это было в Австралии, а в СССР первый шаропрокатный стан запустили только 20 лет спустя. К концу века MolyСop уже осваивал альтернативные технологии производства шаров, а в России с этим несколько затянули. Но зато те мелющие тела, разработку и тестирование которых ЕВРАЗ завершил в 2023 году, уже претендуют на звание передовой разработки.
«В нашей стране ключевые характеристики шаров стандартизированы. Как все знают, есть 5 групп объёмной твёрдости этих мелющих тел. Для пятой группы шаров диаметром 120 мм прописаны следующие требования: 54 HRC в центре и 58 HRC на поверхности, закалка сквозная. Но для зарубежных потребителей такие показатели уже не актуальны, например, Frontier требует объёмную твёрдость 58-62 HRC», — пояснил Станислав Скибин.
Поэтому ЕВРАЗ и решил прыгнуть выше ГОСТа, выпустив шары группы 5+. В компании для них придумали звучное название «Шармакс». Поскольку ЕВРАЗ формирует производство полного цикла, компания может контролировать качественные характеристики от разливки стали до проката, чего, кстати, нельзя сказать о зарубежных заводах, которые обычно используют стороннюю заготовку.
Первые партии новой продукции компания решила испытать на себе, то есть на собственной фабрике — Абагурской в составе ЕВРАЗ ЗСМК. Здесь компания заменила шары группы 2 на 5+, при этом их твёрдость на поверхности увеличилась на 20,7%, а в центре — на 41,5%. В результате обогатители зафиксировали, что расход шаров снизился на почти на треть (27%), производительность мельницы выросла на 10%, а энергопотребление сократилось на 8%.
Получив такие цифры, производитель отправился со своим продуктом и на сторонние фабрики. На одной из них «Шармакс» диаметром 100 мм заменил в 7-метровых МПСИ MolyСop, на другой — китайские GoldPro. Показатели оказались равными. Для разработчиков важным результатом стало полное исключение раскола шаров.
В 11-метровые мельницы производитель загрузил 120-миллиметровые мелющие тела: здесь раскол шаров как раз был большой проблемой — они трескались из-за возросшей высоты падения и повышенных нагрузок. Это явление удалось исключить, при этом замена третьей группы на пятую позволила значительно снизить раскол и расход, а замена 5 на 5+ дополнительно позволила снизить выход скрапа на 60% и расход — на 2,9%.

Но, конечно, принципиален вопрос, окупятся ли затраты. Ведь очевидно, что новые шары будут стоить дороже. В ЕВРАЗе уверены, что овчинка стоит выделки. На примере ЗИФ в компании посчитали, что суммарно рост производительности на 1% окажется сопоставим со 155% затрат на шары, если же на 1% удастся повысить извлечение, то это будет эквивалентно почти 300% затрат на мелющие тела.
Конечно же, невозможно приложить результаты уже проведённых испытаний к любым другим фабрикам: объективную информацию может дать только ОПИ. ЕВРАЗ обещает запустить испытания для потребителей уже в этом году — компания намерена использовать метод маркированных шаров. Впрочем, Станислав Скибин настаивает на том, что для того, чтобы получить максимально точные результаты, нужно провести ОПИ с полным замещением шаровой загрузки, причём от четырёх масс шаровой загрузки мельницы.
При этом в ЕВРАЗ не считают, что идеальная «формула шара» уже найдена — исследования в этом направлении продолжаются. В числе прочего и для этого компания создала Научно-исследовательский центр. Как объяснил начальник НИЦ Андрей Митрофанов, одна из основных его задач — это разработка новых видов продукции, в том числе и мелющих шаров, методик их испытаний, оценки качественных характеристик в каждой конкретной мельнице.
Сейчас в НИЦ уже смонтирована большая часть оборудования, и ориентировочно в том же третьем квартале нынешнего года производитель уже сможет проводить комплексные испытания.
Кроме того, компания намерена развивать свои производственные мощности и запустить на промплощадке на Урале линию по штамповке крупных шаров, а объём продаж мелющих тел ЕВРАЗ намерен увеличить на 70% в ближайшие пять лет.

Мы уже говорили о том, что на эффективность цикла измельчения влияют не только процессы, происходящие внутри мельницы, но и работа смежного оборудования, в частности НГЦУ. Руководитель по развитию бизнеса продуктов обогащения АО «Север Минералс» Юрий Бердников отметил, что современные тенденции буквально подталкивают фабрики к оптимизации: здесь и растущий спрос на тонкое и сверхтонкое измельчение тонковкрапленных минералов, и нежелание терять ценный компонент, и понятное стремление к снижению эксплуатационных расходов.
Задачи здесь могут быть разные. Самая простая — это увеличение производительности. Например, на одном из ГОКов «Север Минералс» заменил НГЦУ именно для того, чтобы нарастить выпуск концентрата на секции. И это удалось: результат +6% без снижения качественных показателей самого концентрата и операций, предшествующих выпуску продукта.
Но можно использовать эффекты модернизации и по-другому, например, применение высокопроизводительного оборудования позволяет снизить себестоимость продукции — скажем, за счёт сокращения энергопотребления секции. Логика простая: ту же задачу можно выполнить за меньшее количество времени, и сэкономленные за год часы легко можно перевести в мегаватты. И на одном из ГОКов снижение энергозатрат на 16 секциях вылилось в экономию 75 тыс. МВт энергии за год.
Возможна и альтернативная задача, продиктованная трендом, о котором мы говорили выше, — это уменьшение рабочей крупности процесса. Так, одному из заказчиков «Север Минералс» нужно было добиться слива крупностью 80-30 микрон. Компания подошла к вопросу комплексно и поставила в корпус дообогащения фабрики вертикальные мельницы, которые агрегатировала НГЦУ.
По сути, слив гидроциклона — это питание следующего технологического участка, флотации, и качество подготовки продукта определит и характеристики концентрата, и степень потерь. Подбор режимов работы всех элементов системы позволил добиться требуемого эффекта.
Юрий Бердников уточнил, что подобные возможности оптимизации открывают, во-первых, система управления НГЦУ, а во-вторых, особенности самого оборудования — «Север Минералс» работает с решениями Multotec. Это производитель из Южно-Африканской Республики, которая, как заметила генеральный директор по развитию международного бизнеса компании в Евразии Татьяна Савельева, не так уж далека от России: географически она находится практически на равном удалении от большинства стран, где развивается горная добыча. Компания производит не только циклоны, но и многое другое технологическое оборудование, которое работает в связке с рудоразмольными мельницами.
В целом эти решения уже давно знакомы российским обогатителям, и сегодня они успешно работают на крупнейших ГОКах нашей страны.
«Практически все специалисты нашей компании работали на фабриках, знают их насущные проблемы. Они одинаковые вне зависимости от того, где находится предприятие, в России или в ЮАР, хотя, пожалуй, в Африке сложностей даже больше. Поэтому мы всегда рады поделиться опытом», — отметила Татьяна Савельева.

На самом деле, современные технологии позволяют спрогнозировать последствия тех иных корректировок производственного процесса даже без ОПИ: зачем экспериментировать на «живой» мельнице, если можно сделать это на её цифровом двойнике или модели? Специалисты профильных предприятий уверяют, что сходимость результатов оказывается максимальной.
Итак, каковы современные направления численного моделирования, а точнее, чего хотят обогатители?
Руководитель проектно-исследовательского центра сыпучих материалов GranumLab, к.т.н., АО «МЦД» («Моделирование и цифровые двойники») Леонид Читалов выделил три основных вектора.
Первый — это моделирование режима работы мельницы. Например, вместо испытаний с частотным преобразователем привода можно менять скорость вращения барабана в цифровом двойнике. По словам специалиста «МЦД», сходимость результатов — 90-95 %, эти данные можно даже использовать для ТЭО.
Второй вектор — это исследование конструктивных решений. С помощью числового моделирования можно, например, оценить влияние высоты, формы и количества лифтеров или плит футеровки, материала для них, конструкции зарешётного пространства и так далее.
Ну и третий вектор — это работы, связанные с мельничной футеровкой, точнее, её жизненным циклом. При этом можно не только «предсказать» срок ходимости футеровки, но и отследить связь её остаточного ресурса с рабочим объёмом барабана, массой шаровой загрузки, потребляе-
мой мощностью и так далее.
«Моделирование позволяет отследить и перекрёстные влияния разных параметров. Например, как скорость вращения мельницы отразится на интенсивности износа защитных элементов, а износ — на энергопотреблении. Или можно посмотреть, как изменится масса шаровой загрузки при росте объёма барабана с той же степенью заполнения, что будет с производительностью при изменении крупности и наоборот. Все эти моменты можно смоделировать», — объяснил Леонид Читалов.
И даже более того, на помощь обогатителям приходит передовая технология нашего времени — искусственный интеллект. Нельзя сказать, что это явление стало массовым, однако примеры есть: сегодня цифровая система автоматического управления работает на Быстринском ГОКе. Реализует проект компания «Рокет Контрол».
С помощью искусственного интеллекта фабрика стремится максимизировать переработку, при этом стабилизировать вес мельницы и циркуляционную нагрузку и выдержать заданное содержание твёрдого в подбутарном продукте.
По словам руководителя отдела исследований и разработки ООО «Рокет Контрол» Сергея Ковтуна, реализовать такой проект оказалось не так просто. Краеугольный камень — это объём и качество данных: важно понять, достаточно ли их для того, чтобы построить качественную модель? От ответа на этот вопрос зависит выбор технологии. Опытным путём разработчики пришли к тому, что оптимальным вариантом для данной фабрики будет гибридный подход, то есть управление с прогнозирующей моделью в качестве основного режима и системы нечёткого вывода — в качестве резервного.
Уже несколько лет искусственный интеллект работает на фабрике Быстры. Систему уже ввели в промышленную эксплуатацию, поскольку она доказала своё право на жизнь: доказанный бизнес-эффект составляет 2,64% по переработке.
Мы начали с того, что барабанные мельницы являются самым популярным типом рудоразмольного оборудования на сегодняшний день. Однако это всё же не единственный вариант — есть альтернатива. В частности, заменить мельницы в технологической цепочке могут High Pressure Grinding Rolls — HPGR, то есть измельчающие валки высокого давления, ИВВД, они же валки высокого давления, они же роллер-прессы.
По данным технического директора ООО «ДИСПО Солюшн» Николая Тихонова, сегодня в мире в эксплуатации находятся около 460 машин, работает такое оборудование и в России. Правда, в нашей стране его не производят — здесь представлены несколько европейских предприятий, к которым в последнее время присоединяются китайские.
По большому счёту, речь идёт о валковой дробилке высокого давления. Её рабочие органы — это два вала, футерованные специальными бандажами: один вал является плавающим, а второй — неподвижным. Изначально HPGR использовали при переработке мягких пород в цементной промышленности, однако по мере развития технологии в роллер-прессы загружали всё более твёрдое и абразивное сырьё, и сегодня оборудование славится умением работать именно с такими продуктами.
Кроме того, роллер-прессы имеют несколько преимуществ перед барабанными мельницами: они требуют значительно меньше энергии, им не нужна вода, что делает их отличным вариантом для сухих циклов, и мелющие шары им не требуются тоже.
Правда, уточняет Николай Тихонов, роллер-прессы не являются универсальными. Это оборудование будет неэффективным при переработке глинистых и очень влажных руд, то есть сырья, склонного к налипанию. Кроме того, критически важным параметром является крупность куска, поступающего в питание.
Тем не менее всё больше фабрик демонстрируют свою заинтересованность в роллер-прессах, их устанавливают и на новых предприятиях, и в процессе модернизации уже работающих, то есть интегрируют в технологию для повышения производительности.
В «ДИСПО Солюшн» считают, что популярность этого вида оборудования будет расти, однако едва ли им удастся потеснить барабанные мельницы — по крайней мере в ближайшее время. Тем более что одним из наиболее эффективных вариантов Николай Тихонов назвал комбинацию двух видов оборудования в одной технологической цепочке.
Текст: Анна Кучумова
Фото: ООО «ЕВРАЗ»






























Спасибо!
Теперь редакторы в курсе.