Опытные специалисты добывающей отрасли говорят, что при желании в нашей стране еще можно найти предприятия, которые используют для БВР динамит или тротил. Но это, конечно, уже безнадёжно устаревшее решение — с точки зрения и безопасности, и эффективности.


Последняя, кстати, напрямую зависит от качества взрывчатого вещества: вторым эшелоном идут характеристики ЗСМ, качество смешивания ингредиентов и так далее. А в основе основ — аммиачная селитра, которая сегодня является основным типом ВВ.
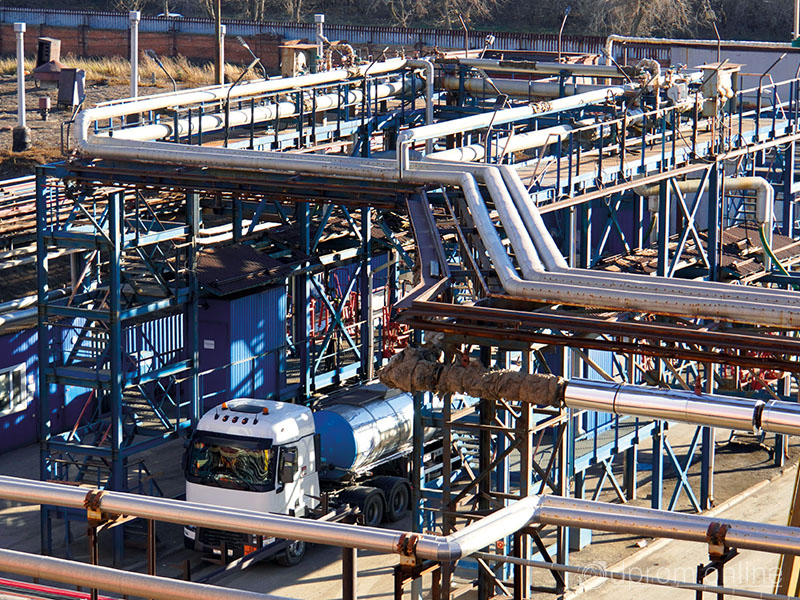
Мы приехали на площадку агрохимического предприятия КАО «Азот» (входит в состав АО «СДС Азот») специально, чтобы запечатлеть процесс производства нитрата аммония.
Буквально за пару дней до нашего визита завод отметил своё 65-летие, и сегодня это одно из крупнейших предприятий химической отрасли России. Кемеровский «Азот» — это единственный производитель минеральных удобрений В СФО И ДФО. Специализируется агрохимическое предприятие на производстве азотных удобрений и аммиачной селитры сельскохозяйственного и промышленного применения.
Производство аммиачной селитры, о котором сегодня пойдёт речь, — это только одно из направлений работы предприятия, что не мешает ему быть крупнейшим поставщиком этого продукта на рынке Сибири и Дальнего Востока.

Итак, чтобы «приготовить» аммиачную селитру, вам понадобятся: кислота азотная и бесцветный газ с характерным запахом, то есть аммиак. Поэтому первым делом мы и отправляемся в цех аммиака.
«Мой цех — это сердце завода. Во-первых, производство очень сложное и тяжёлое. А во-вторых, продукт очень востребован: он нужен и в цехе карбамида, и в цехе аммиачной селитры. Сколько лет тут работаю, не припомню такого, чтобы аммиак был в избытке — этот продукт нужен всем и всегда. Так что работаем, приоритет наш — безостановочное и безопасное производство», — рассказывает начальник цеха аммиака-1 Алексей Скороходов.
Вспоминаем, говорит наш собеседник, школьный курс химии: аммиак в промышленности получается по формуле три молекулы водорода плюс одна молекула азота в присутствии катализатора, в условиях повышенной температуры. Первый компонент — водород — предприятие получает из природного газа с Томской ГРУ путём риформинга.
Сырьём для получения азота служит обычный атмосферный воздух. Так что проблем с исходными компонентами нет.

«Содержащийся в воздухе кислород сгорает, причём при реакции выделяется большое количество тепла. Оставшийся газ нам нужно чистить от примесей, в первую очередь CO и CO2. Последний, кстати, является сырьём для цеха карбамида. Теперь у нас есть азотоводородная смесь. Отправляем её на стадию синтеза, а вот здесь-то и происходит основное волшебство», — объясняет начальник цеха. Технология, говорит наш собеседник, предполагает постадийное аппаратурное оформление, причём почти каждая стадия является каталитической, а в некоторых случаях требуется сразу несколько катализаторов, иногда количество доходит до 5–6.
Сегодня в цехе работают 123 сотрудника. Да, отмечает Алексей Вячеславович, многие процессы автоматизированы, но всё-таки датчиками людей не заменишь — за оборудованием нужен постоянный контроль.



Большая часть сотрудников — это аппаратчики и операторы. Последние контролируют процесс работы цеха удалённо, из диспетчерской. За каждым из операторов закреплён свой технологический участок. В диспетчерской мы заглядываем в монитор к специалистам, но разобраться в этом хитросплетении графиков и столбиков цифр не представляется возможным. Оператор, который только улыбается нашему недоумению, с ходу объясняет: ну всё же просто — вот плановые нагрузки, уровень вибрации, температура…
«Да нет, непросто это. Операторы наши — это профессиональные химики, с высшим образованием и опытом. И эта работа, конечно, требует более высокой квалификации, чем аппаратчик: во внештатных ситуациях именно оператор должен принять решение, он должен держать связь с соседними производственными участками. А под контролем у специалиста сразу несколько микростадий.
Вот, например, оператор стадии риформинга: у него и первичный риформинг, и вторичный, и сероочистка, и парообразование, и парораспределение, и конверсия углекислого газа. Это сложная и ответственная работа», — подчёркивает Алексей Скороходов.
Наш собеседник начал с того, что аммиак нужен всем и всегда. И рынок, на котором работает КАО «Азот», стоит назвать высококонкурентным: в России и странах СНГ работают 26 производителей аммиака. Из них с десяток используют ту же технологию, что и кемеровский завод. Поэтому задача нарастить объёмы для производства актуальна, так что в цехах постоянно идут процессы модернизации
«Регламентная производительность по первоначальному проекту составляет 1360 тонн в сутки. На сегодняшний день мы вышли на нагрузку 1850 тонн. Конечно же, мы стремимся к большему.
Технология производства аммиака давно известна, тут революции не будет. Но развивается направление катализа, совершенствуется оборудование. У нас есть пятилетняя программа развития, есть и документ на три года — среднесрочная программа технических мероприятий.На следующий год у нас запланирована замена катализаторов печи риформинга. Это агрегат, признаюсь, самое дорогое, что у нас есть, поэтому это важный этап. Кроме того, будем менять вакуум-вытяжку на компрессоре синтезгаза. Это мероприятие позволит добиться значительной экономии по газу, что также приблизит нас к лидерам аммиачной промышленности. Конечно же, мы стремимся к увеличению производительности И, думаю, к 2025 году мы достигнем максимальных результатов», — объясняет Алексей Скороходов.
Часть произведённого аммиака цех отгружает своим родственным предприятиям в чистом виде. Но всё же на заводе рассматривают больше как полупродукт, как сырьё для следующего передела. Например, для цеха аммиачной селитры, который выпускает уже готовую продукцию. Последнюю, кроме компаний добывающей промышленности, приобретают ещё сельхозпроизводители в качестве удобрения, и с точки зрения химии это один и тот же продукт.

Общаясь со специалистами добывающей промышленности, мы нередко обсуждали аммиачную селитру, даже держали этот продукт в руках. Но речь всегда шла о селитре гранулированной. Поэтому рассказ начальника цеха №13, где идёт производство аммиачной селитры, Павла Вьюгина о том, что в цехе производят и отгружают жидкую селитру, звучит удивительно.

Причём последнюю чаще приобретают именно добывающие компании, особенно местные, кузбасские: так удобнее, ведь для производства ВВ гранулы всё равно придётся растворить. Но давайте по порядку.
«Цех мой состоит из двух агрегатов, производительность каждого — полторы тысячи тонн гранулированной селитры в сутки плюс около 200 тонн жидкой. Цех масштабный, крупнотоннажный, здесь работают 262 человека. Отделения у нас три: помимо производства самой селитры мы выпускаем также магнизиальную добавку, кроме того, работает отделение обработки гранул, фасовки и отгрузки», — сообщает Павел Павлович, встречая нас в цехе.
Само производство аммиачной селитры начинается здесь, на отметке 6,8 м. Именно цех принимает два продукта, с которыми и будет работать, — это азотная кислота и газообразный аммиак.
«Для того чтобы запустить технологический процесс, эти соединения нужно подогреть: азотную кислоту до температуры 70–90 градусов, аммиак — до 120 градусов. Эту задачу мы решаем с помощью теплообменников. Далее оба компонента отправляются в использователь тепла нейтрализации — ИТН, где и происходит основная реакция», — показывает Павел Вьюгин, когда мы оказываемся на промышленной площадке.

Задействованы два агрегата, и архитектура здесь такая, что этот производственный участок работники предприятия называют башнями-близнецами.
Специалисты называют ИТН ключевым оборудованием цеха, однако на этом этапе продукт — раствор аммиачной селитры — ещё нельзя назвать готовым. Теперь из него ещё нужно выпарить влагу — для этого необходим выпарной аппарат. Когда раствор, проходящий по трубам, обработан паром, продукт — жидкий продукт — уже готов, это плав аммиачной селитры, влаги в нём всего 0,7%.
А вот дальше — интереснее. Получить жидкий нитрат аммония заводу значительно проще, а вот чтобы создать гранулы, требуется ещё одна технологическая операция, довольно необычная.
«Плав мы подаём на грануляционную башню, где он проходит через грануляторы — это, можно сказать, такая большая лейка. То есть плав проходит через отверстия, получаются капли. И эти капли летят до отметки 4,5 м — это 62 метра свободного падения. В ствол гранбашни мы подаём воздух, и под его воздействием капля кристаллизуется, и вниз прилетает уже гранула», — рассказывает начальник цеха и демонстрирует «свежие», ещё теплые гранулы аммиачной селитры.

Мы уже упоминали, что есть на кемеровском заводе собственное отделение, где производят магнезиальную добавку. Она отправляется в плав аммиачной селитры до этапа грануляции, чтобы готовый продукт не слеживался. Есть у соединения такое свойство: селитра гидроскопична, и без добавок при транспортировке превратится в монолит. Такую селитру уже невозможно будет использовать ни для БВР, ни для сельского хозяйства.

Ещё один немаловажный момент. В списке качественных характеристик гранулированной аммиачной селитры в первых строчках значится фракционный состав. Поэтому перед фасовкой селитру классифицируют, используя сита: разделяют на продукт и брак. Браком считаются гранулы слишком большого и слишком маленького размера — такую селитру не отправляют потребителю, а возвращают в производство, где она проделывает ещё один круг.
В беседе со специалистами предприятия мы, конечно, не можем обойти вопрос безопасности. Так вот, на заводе ещё раз подчёркивают: аммиачная селитра — соединение очень стабильное, оно не несёт угрозы ни в жидком, ни в гранулированном состоянии. Конечно, это основной компонент ВВ, но нужно приложить усилия, чтобы произошла детонация. То есть речь идёт либо о целенаправленных действиях, либо о банальной халатности. В таком случае опасность исходит от любых веществ.

Примерно то же самое говорит и Алексей Скороходов, комментируя работу своего цеха. Да, идёт работа с веществами, которые сами по себе не безвредны. Аммиак — удушающий газ, кислород и водород при определённых условиях взрывоопасны.
Но ведь прямого доступа в ним нет, все сосуды и резервуары герметичны, и это то, за чем специалисты тщательно следят.

И, наконец, последний этап цикла производства аммиачной селитры — отгрузка потребителю. Раствор аммиачной селитры, как мы помним, готов уже после реакции в ИТН. Его доводят до норм технологического режима, остужают до 100–110 градусов — и всё, продукт готов.

Весьма оригинально выглядит передача потребителю жидкой селитры: по незнанию наливную эстакаду можно принять за заправку. Принцип, говорит Павел Вьюгин, вообще-то тот же. С той лишь разницей, что продукт не хранится в ёмкости неподвижно — раствор постоянно циркулирует по трубопроводу. Автоцистерна заказчика может «заправиться» в любое время дня и ночи: работники завода только проверяют, чтобы ёмкость была очищена и пропарена. Одновременно могут загружаться 4 автомобиля, и такой процесс мы как раз застаём.

С гранулированной селитрой чуть сложнее: продукт нужно рассортировать, а потом расфасовать. Тара, говорят работники, есть на любой вкус — самых разных объёмов. Могут отгрузить и насыпью — в вагоны, минераловозы и морские контейнеры. На наших глазах идёт фасовка и загрузка биг-бэгов по 800 кг.

«ПТС, то есть поточно-транспортная система, распределяет продукт по конвейерам в зависимости от задания на отгрузку. Сейчас нам нужно заполнить 800-килограммовую тару. Для этого продукт поступает в бункер с тензодатчиком, на мониторе специалист выставляет нужный тоннаж, и, когда необходимое количество попадает в бункер, задвижки автоматически перекрываются.
Далее селитра идёт в промежуточный бункер, а оттуда уже в биг-бэг. Его обязательно нужно обвязать, чтобы внутрь не попала влага — я уже рассказывал, что селитра гидроскопична. Далее погрузчик или мостовой кран грузит биб-бэг в вагон или морской контейнер», — показывает Павел Павлович.

Отсюда селитра отправится к потребителям, которые, возможно, находятся за много тысяч километров. Например, кемеровскую продукцию везут в Находку, на дальневосточное побережье России. Впрочем, есть у завода потребители и в Аргентине, и в Бразилии, и в Индонезии, и в Австралии. Потому-то и едет кемеровская селитра и по земле, и по морю.

На производстве побывали: Анна Кучумова (текст), Евгений Ошкин (фото)































Спасибо!
Теперь редакторы в курсе.