«Знаете, ведь многие предприятия, формируя заявки для компаний-продавцов, даже делают пометку «Конвейерная лента ― Урал». То есть это уже своеобразный бренд», ― отмечают работники Уральского завода конвейерных лент, провожая нас по цехам предприятия. Учитывая, что у компании за плечами многолетний опыт производства, стоит ли удивляться.

«На самом деле, конкуренция на рынке конвейерных лент значительна. Но сами видите: это сложный технологический продукт, и цена выхода на рынок высока. На рынке есть и российские производители, также здесь много импорта. И на ответственных участках, на магистральных конвейерах чаще устанавливают именно ленту иностранного производства.
Так вот мы хотим работать на рынке, который сегодня занимают иностранные производители, работать по программе импортозамещения. Мы стремимся, чтобы наши ленты стояли на магистральных конвейерах, и готовы потеснить зарубежных поставщиков», ― говорит директор завода Вадим Овсянников.
Вадим Валентинович не на пустом месте назвал конвейерную ленту сложным технологическим продуктом. Конечно, готовое изделие ― резинотканевое полотно, казалось бы, что тут сложного. Но ведь конвейеры работают во всех отраслях промышленности: таким способом транспортируют и пищевые продукты, и абразивные материалы, и химически активные смеси, конвейеры установлены в подземных выработках. И в зависимости от условий меняются характеристики исходных материалов: и резиновой смеси, и тканой основы.

С производства резиновой основы, собственно, и начинается создание конвейерной ленты. В основе продукта ― углерод, каучук и ряд химических добавок. Здесь, объясняют работники завода, единого стандарта нет, и рецептура ― коммерческая тайна, которую любое предприятие тщательно оберегает. Тем более, в данном случае речь идёт о целом перечне рецептов для разных типов конвейерных лент, и смеси собственной разработки ― предмет гордости предприятия.
Научный подход к производству позволяет заводу создавать конечный продукт с улучшенными характеристиками: удалось уменьшить общее удлинение конвейерной ленты при стандартной нагрузке от 1,5 до 2 %, а также повысить прочность связи на расслоение как между прокладками, так и между рабочей обкладкой и каркасом (сейчас эти показатели соответствуют европейским стандартам, а наши отечественные нормативы и вовсе превосходят). Опыт и технологическое оснащение позволяют производителю создавать продукт и по индивидуальным требованиям заказчика.

Линия по производству резиновой смеси на заводе совсем новая ― запущена в прошлом году. Резиносмеситель производитель выбрал японский, инженерную же часть выполняли итальянцы ― фирма Comerio Ercole. При этом проектировщики учли пожелания и требования уральского заказчика, который сформировал техническое задание на основании своего многолетнего опыта ― заводчане постарались учесть всё до мелочей. Сегодня это оборудование смело можно называть техникой нового поколения, к тому же резиносмеситель уникален ― на территории нашей страны аналогов ему нет.

Крашение резиновой смеси ― процесс практически полностью автоматизированный. В резиносмеситель помещаются сыпучие компоненты, мелкая химия, разве что каучук оператор добавляет сам ― через точные весы. Он подчёркивает, что крашение резиновой смеси ― это один из самых ответственных этапов производства ленты.
Тут принципиальны и давление, и температура, и скорость перемешивания ингредиентов, и пластификация ― все показатели выставляются с ювелирной точностью, и значение имеют десятые и сотые доли, иначе резиновую смесь нужного качества получить не удастся. Именно минимизация человеческого фактора была одной из ключевых задач модернизации, и сегодня сам резиносмеситель полностью автоматизирован, а в цехе работают всего несколько сотрудников.
Даже более того: система настроена так, чтобы не допустить человека к линии: на пол нанесена ограничительная разметка, и нас с фотографом предупреждают, чтобы за неё мы не заходили, иначе сработает автоматика и линия остановится.
Нас удивляет также то, что оператор на смене в светлой одежде. Собираясь на съёмки на производство резиновой смеси, мы долго думали, во что одеться: обычно в таких цехах всё покрыто частичками углерода. Так что возможная чистота такого цеха становится открытием.
Наблюдая за работой линии, мы отмечаем, как оператор мимоходом вырезает кусочек из резиновой смеси, пока та движется по потоку. Оказывается, это образец для экспресс-анализа, который проводят тут же, в цехе ― в лаборатории. Вообще работники завода говорят, что испытаний ― ни опытно-эксплуатационных, ни лабораторных ― не боятся. И если заказчику нужны документы о соответствии продукции какому-либо параметру, то это не проблема ― испытают, подготовят, предоставят.

Но резиновая смесь ― это ещё не продукт, а только сырьё. Создание готовой конвейерной ленты идёт в соседнем помещении. Здесь тоже задействованы всего несколько рабочих, основной процесс опять же автоматизирован. Оборудование для производства конвейерной ленты ― каландровая линия ― также разработано по собственному техническому заданию УЗКЛ, изготовила его итальянская фирма Comerio Ercole специально для предприятия. Линия эта многозадачная, для российского рынка это оборудование опять же уникально. По словам специалистов завода, это решение позволяет создавать конвейерную ленту, аналогичную по своим характеристикам импортной продукции.

Каландровая линия ― второй после резиносмесителя главный герой на производственной сцене. И здесь вновь задействованы всего несколько рабочих, основной процесс опять же автоматизирован, что и позволяет собрать слои в единый каркас, избежав неровностей и гофры.

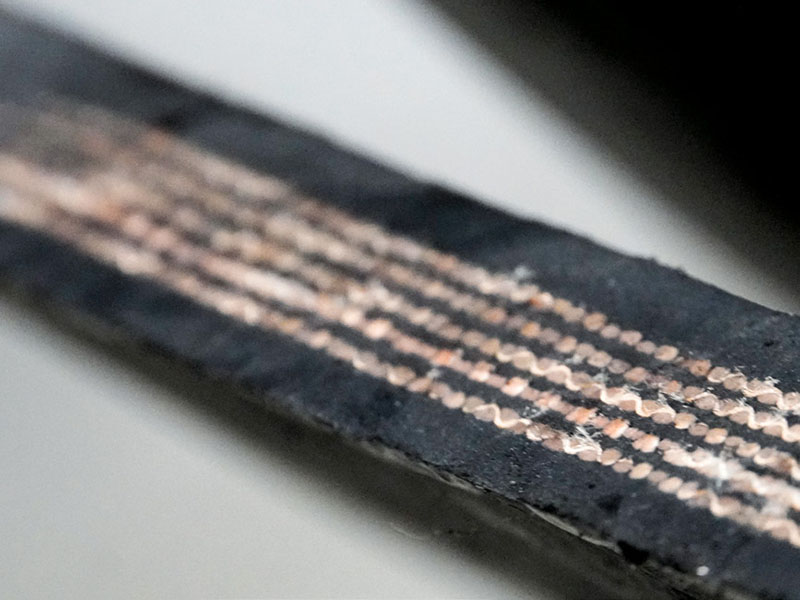
Та резиновая смесь, которую мы только что видели уложенную аккуратной дорожкой, подаётся в агрегат, где сминается, сжимается и плавится. Резиновой смесью обмазывают тканую основу, после чего происходит сборка конвейерной ленты. На срезе хорошо виден этакий слоёный пирог: тканевая прокладка чередуется с резиновой прослойкой. Этот «пирог» получает также дополнительные слои резиновой смеси: рабочий (с внешней стороны) и нерабочий (с внутренней) обкладки.

Ещё один важный для эксплуатации элемент ― резиновый борт, ведь торцы ленты будут всё время соприкасаться с агрегатами конвейера, и, чтобы продлить срок службы изделия, необходимо защитить тканевые прокладки от механических повреждений. Работники завода обращают наше внимание на то, что борт оформляется в процессе сборки каркаса конвейерной ленты. Такая технология позволяет достигать монолитности соединения каркаса с бортом, что добавляет последнему прочности при эксплуатации.
Понятно, что следующий этап производства ― вулканизационный пресс. Технологи уже задали все необходимые режимы, оператору остаётся только следить, чтобы лента легла ровно. Самого процесса взаимодействия материала с реагентом мы опять же не видим, отмечаем только повышенную температуру вблизи агрегата и изменения, которые происходят с конвейерной лентой. Для сравнения мы пробуем наощупь вулканизованную и не вулканизованную ленту ― поверхность последней значительно более гладкая и твёрдая.

«Тут есть два важных момента ― стабилизация и вытяжка ленты. Чтобы наш продукт получился ровным, чтобы на нём не было складок и морщин, перед вулканизацией ленту хорошо натягивают. Также принципиально, чтобы лента остыла в натянутом состоянии ― процесс вулканизации завершается, когда резиновая смесь охлаждается. Эти технологические операции определяют эксплуатационные качества будущей ленты, не дают ей вытягиваться в процессе работы на конвейере», ― поясняет директор завода.
В целом теперь лента уже готова. Остался последний этап ― контроль. Во-первых, визуальный ― идут геометрические замеры, а во-вторых, образцы отправляются на физико-механические испытания в заводскую лабораторию.
Рецептура резиновой смеси, тип тканого полотна, время вулканизации, количество слоёв каркаса, величина обкладки ― всё это элементы конструкции ленты, которые разнятся в зависимости от её будущего применения. Скажем, лента общего назначения может стоять на конвейере на гранитном карьере. Здесь требование только одно: чтобы лента была прочная, износостойкая, ходила как можно дольше. Если же на конвейер подаётся горячий материал, то лента уже должна быть теплостойкой.

Для подземных выработок уже нужны ленты трудногорючие, хотя и тут требования по прочности никто не отменял. Всё это, плюс толщина ленты, ширина и длина самого полотна определяют богатство ассортимента завода. Причём производитель берётся и за нестандартные заказы по требованию заказчика. Если предприятию нужно что-то эксклюзивное, такой проект согласовывают и запускают в работу: оборудование, говорит Вадим Овсянников, позволяет производителю быть гибким.
Для примера наш провожатый показывает маркировку на одной из бобин. Это лента 2Ш ― трудно воспламеняющаяся, её ширина 1400 мм, использована ткань ТК-200, здесь пять прокладок. Такая лента ориентирована на работу на поверхности, а вот для шахтных образцов характерна маркировка ШТС ― шахтная трудносгораемая.
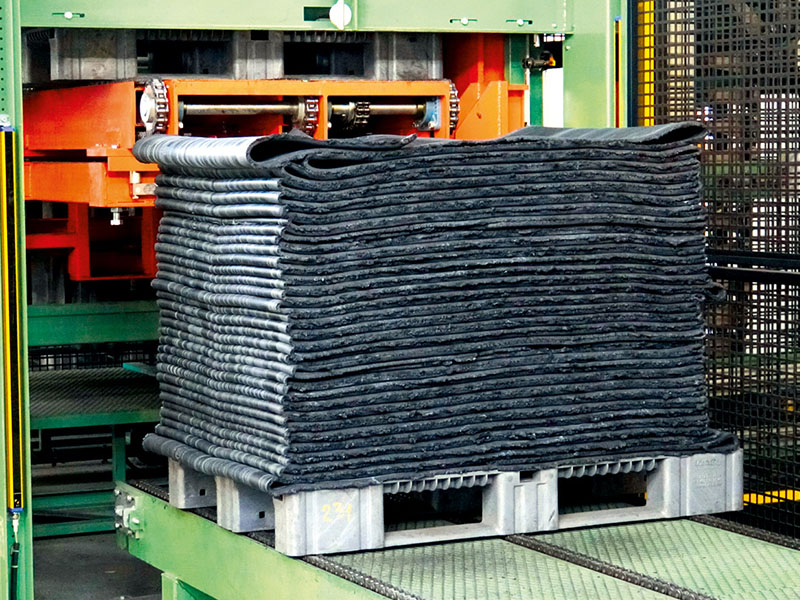
Понятно, что при таком разнообразии продукции завод не работает на склад, и все представленные здесь готовые изделия ― это заказы конкретных предприятий: вот бобина для «Норникеля», вот ― для ЕВРАЗа, для «Воркутауголь», для «Уралкалия» и так далее. Производственная мощность завода 100 тыс. «квадратов» в месяц, но поскольку сегодня предприятие только становится на новые рельсы после модернизации, реально делают порядка 60 тысяч. Впрочем, уже сегодня заказов столько, что производство работает круглосуточно.
На складе мы видим бухты разной ширины и высоты. Ширина, понятно, определяется параметрами полотна конвейерной ленты, на заводе производят изделия от 650 до 1600 мм. А вот высоту бухты обуславливает не только длина, но и толщина ленты: скажем, теплостойкая с большой рабочей обкладкой получится довольно «пышной». Завод может делать и очень длинные ленты, но здесь есть ограничение по высоте готовой бухты, она не должна превышать 3 м.
Ведь продукцию мало произвести, её нужно ещё и доставить заказчику, и бобины больше 3 м неудобны ни для авто-, ни для железнодорожной транспортировки. Если же клиенту всё-таки нужна большая длина ленты ― ведь количество стыков лучше минимизировать, то на заводе накрутят её на две бобины друг другу навстречу.

При наличии всех материалов производство ленты «от и до» займёт 5 рабочих дней. Однако производственный цикл длится дольше ― 14-20 дней. Вадим Валентинович объясняет, что время требуется ещё и на испытания готового изделия, и, скажем, для шахтной ленты только этот процесс займёт две недели. Когда же все необходимые процедуры будут завершены, ленты погрузят в вагон или автотранспорт (этот процесс мы как раз наблюдаем), и она отправится к заказчику. Поедет на одно из многочисленных российских производств, или на предприятие в Казахстане, Армении, Монголии, Беларуси, или даже в страны Африки ― есть у завода и такой опыт сотрудничества.
На производстве побывали: Анна Кучумова (текст), Евгений Ошкин (фото)
На правах рекламы

www.uzkl.ru
Тел.: +7 (343) 385-96-08






























Спасибо!
Теперь редакторы в курсе.