Вообразите, в XIX веке в России шёл нешуточный спор о том, как ускорить перемещения по большой стране: строить железные дороги или копать судоходные каналы. Сегодня Россию даже представить нельзя без разветвлённой сети железных дорог. В рельсобалочном цехе ЗСМК ЕВРАЗ отлично знают, насколько мощная это сеть: пути достраивают, модернизируют и ремонтируют — стране всегда нужны рельсы. И цех работает круглосуточно.

Раньше фразу: «Мы здесь катаем», — нам доводилось слышать разве что от сноубордистов. Оказалось, так свой род деятельности определяют ещё и металлурги-прокатчики.
Площадка рельсового проката ЗСМК ЕВРАЗ, куда мы сейчас направляемся, имеет большую историю. Это та самая территория, где в 1920-х строили Кузнецкий меткомбинат, вдохновивший Маяковского на создание знаменитых строк о городе-саде. И рельсовое производство тут, кстати, тоже запустили ещё в 1930-х: тип продукции, освоенной в те годы, всё ещё выпускают, и на ней по-прежнему стоит маркировка КМК. Правда, современное оснащение производства мало напоминает о тех далёких временах. Разве что… Нет, обо всё по порядку. Важно здесь то, что легендарный завод не обмельчал: площадка рельсового проката — это крупнейший производитель рельсового сортамента в России, да в и в мире завод держится в первых строчках.

«В СССР рельсы выпускали три завода: наш, мариупольский и нижне-тагильский. Мариупольский — это теперь заграница, НТМК сегодня в структуре ЕВРАЗа. Ну и мы развиваем это направление. Рельсы катаем всякие: и железнодорожные, и трамвайные, и для метрополитенов, и остряковые для стрелочных переводов. И по всей России отправляем, и на экспорт тоже: в Бразилию, Тайвань, Ирак, ОАЭ, Саудовскую Аравию, Египет, Индию, Малайзию, Мексику, Аргентину, Грецию, Маврикий и другие страны. Но ключевой наш заказчик — это всё-таки РЖД.
Наше рельсовое производство включает рельсобалочный и электросталеплавильный цеха. Мы с вами сейчас направляемся в рельсобалочный», — рассказывает главный технолог по производству горячего проката рельсобалочного цеха ЕВРАЗ ЗСМК Александр Жуков, который встречает нас у входа на производственную площадку. Мы просим провести нас по пути металла, чтобы запечатлеть превращение заготовок в готовые рельсы.
Рельсобалочный цех ЕВРАЗ ЗСМК производит весь спектр рельсовой продукции, включая железнодорожные рельсы, остряковые рельсы и рельсы для трамваев
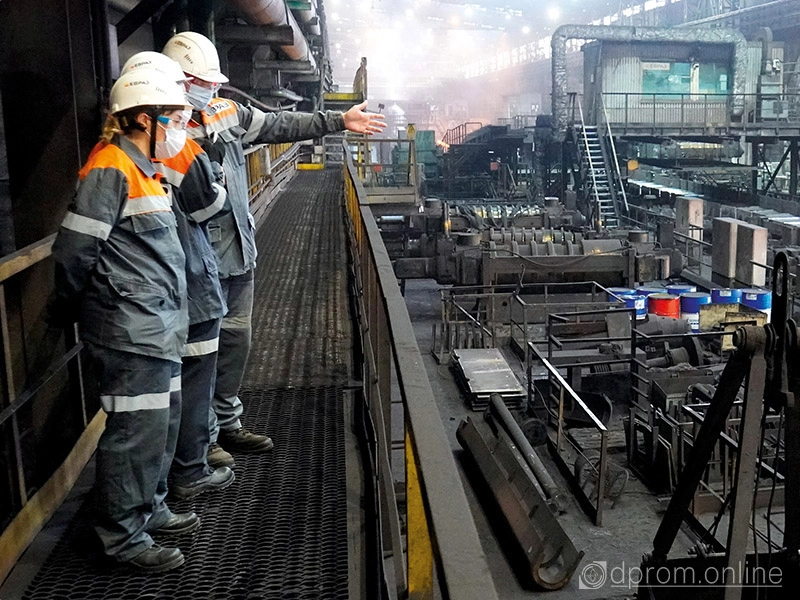
Электросталеплавильный цех обеспечивает рельсобалочный заготовками. Принимая металл, специалисты ОТК проверяют, нет ли дефектов, проводят необходимые замеры.
«Если всё в порядке, заготовка поступает на участок нагревательных устройств и с помощью магнитных кранов мы металл разгружаем: либо в штабель, либо он сразу отправляется в производство. По рольгангу полоса идёт на загрузочное устройство, и заготовка подаётся в печь», — коротко описывает Александр Владимирович те этапы производственной цепочки, которые мы увидели, и вслед за стальной заготовкой мы следуем к печи.
Полтора столетия назад, когда в стране только запускали железные дороги, потребители не требовали от них столь многого, как сегодня: составы с грузами были легче, скорость движения поезда ниже, и на рельсы приходились куда менее серьёзные нагрузки. Но сегодня с рельсовых производств спрос особый. На ЗСМК нам объясняют, что к разным типам рельсов потребитель предъявляет разные требования.

И метрополитеновские рельсы отличаются от железнодорожных не только конфигурацией, но и составом стали. Если говорить общими словами, то речь в любом случае идёт о стали особой чистоты и химического состава. Сталь на завод поступает либо с местного, новокузнецкого производства ЕВРАЗа, либо с завода в Нижнем Тагиле. Ну а сам рельсобалочный цех совершенствует производство, чтобы минимизировать брак.
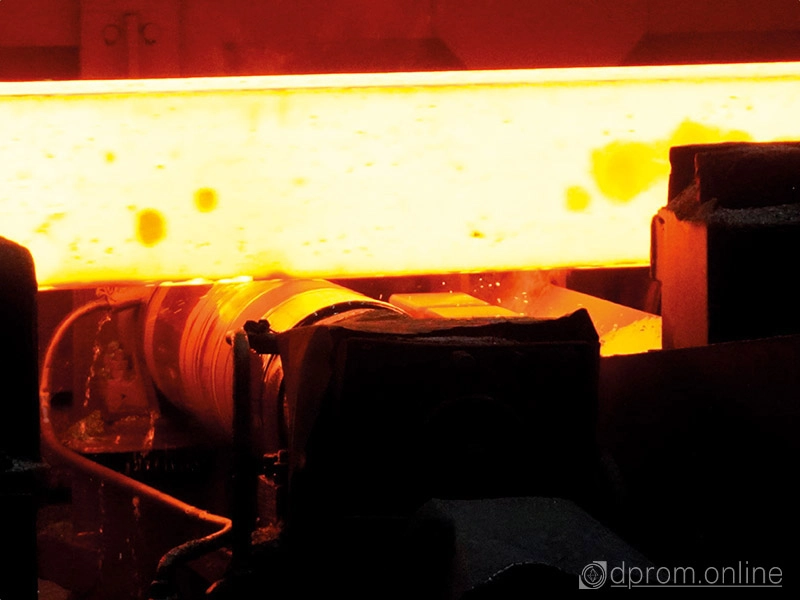
И вот эти «особые» заготовки отправляются в печь с шагающими балками: поднимается заслонка, наружу вырываются пламя и искры, и загрузочное устройство отправляет стальной брусок прямо в огненно-рыжий пылающий зев. В печи, оснащённой шагающими балками, заготовка очень быстро нагревается до 1200 градусов, после чего с помощью разгрузочного устройства отправляется на стан горячей прокатки. Если в печь отправлялся прямоугольный брусок невзрачного тёмно-серого цвета, то выходит из неё раскалённый докрасна металл. И только в таком виде его возможно обработать. Для этого в дело вступает немецкий автоматизированный прокатный стан SMS MEER.
Рельсобалочный цех ЕВРАЗ ЗСМК производит весь спектр рельсовой продукции, включая железнодорожные рельсы, остряковые рельсы и рельсы для трамваев.

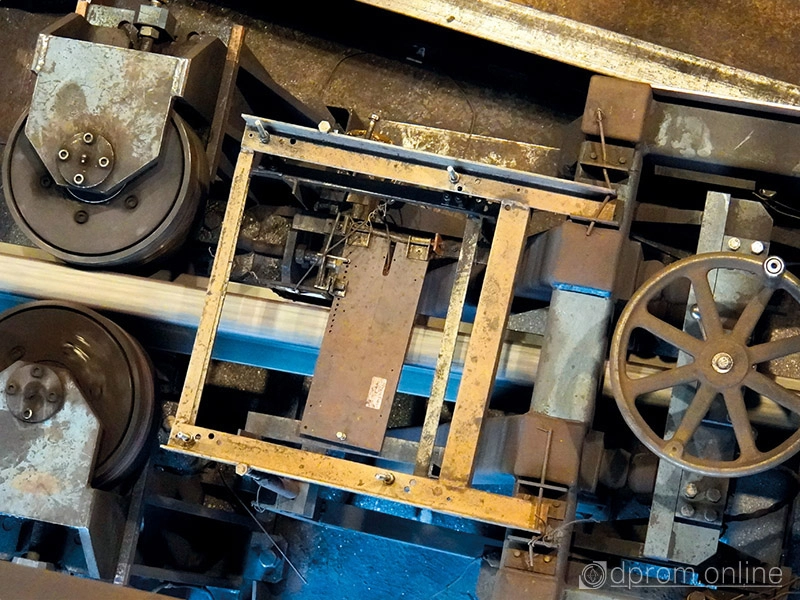
«Самая первая клеть — это ВД-1, двухвалковая. Задействовано вспомогательное оборудование: четыре линейки плюс два кантователя. Смотрите, что происходит: полоса проходит между валками, те сжимают металл, он принимает особую форму, и полоса начинает вытягиваться. Пришла-то к нам заготовка с прямоугольным сечением 300 х 365 мм, длина для производства Р65 — 7,93 м. А на выходе мы получим 100-метровый рельс, ну а какая форма у рельса, сами знаете. Для этого металл и проходит последовательно через разные клети. Через ВД-1 он пройдёт семь раз: сначала туда, потом обратно и по новой», — рассказывает Александр Жуков.

Мы с интересом наблюдаем, как полоса ярко-оранжевой змеёй проходит через клеть. На рельс она пока не похожа, но длина заметно увеличивается.
«Не торопитесь: рельс оформляется постепенно. Сейчас он по рольгангу едет в следующую клеть, ВД-2. По конструкции она такая же, как ВД-1, но здесь уже нарезаются калибры — как раз для конфигурации рельса. Прокатка здесь идёт за три прохода: сюда, обратно и снова сюда. Теперь смотрите: уже узнаёте рельс?», — провожает нас дальше по промплощадке Александр Владимирович.
И правда, узнаём: знакомый предмет приобретает привычные очертания. Наш провожатый объясняет, что в «анатомии рельса» выделяют три элемента: подошву — это та часть, которой рельс ляжет на землю, головку — по ней поедут поезда, а между ними — шейку. А если бы сейчас катали трамвайные рельсы, то у них была бы ещё и губа. Так вот, все эти «части тела» постепенно начинают выделяться.
«Следующий этап — это группа клетей стана «Тандем». Эти клети универсальные, потому что, помимо горизонтальных, как у предыдущих, имеют ещё и вертикальные валки. Прокатка тут тоже идёт за три прохода.
В принципе, на группе клетей стана «Тандем» мы можем уже получить готовое изделие. Но для того чтобы улучшить качество рельса, мы внедрили ещё один этап. Это отдельно стоящая чистовая универсальная клеть, где полоса находится только в одном проходе. Таким образом мы получаем лучшую прямолинейность, геометрию профиля и качество поверхности», — рассказывает специалист.
Мы наблюдаем, как крутятся валки и замечаем, что полоса с каждым проходом движется всё быстрее и быстрее. Александр Жуков подтверждает — это не обман зрения: действительно, по мере того как рельс обретает нужную форму, темпы прокатки увеличиваются.
Кроме того, мы отмечаем, что полоса по ходу движения обдаётся напором воды. Наш собеседник объясняет, что это работает гидросбив: при взаимодействии с воздухом металл окисляется, образуется окалина, которую нужно сбивать, чтобы не налипала на валки. По той же системе сбивают окалину с заготовки после выхода из печи перед прокаткой на клети ВД-1.
А тем временем полоса уже проходит необходимые три прохода прокатки и едет в последнюю отдельно стоящую чистовую универсальную клеть — её ещё называют нулевой. Полосу, прошедшую через клеть, сканирует лазерный профилемер, и вся информация об изделии отправляется на компьютер старшему вальцовщику. Если он зафиксирует какие-то отклонения, то может внести корректировки в технологический процесс прямо с компьютера. Даже зазоры валков современный вальцовщик может выставить удалённо.

«Вот мы с вами уже прошли два участка: участок нагревательных устройств и стан горячей прокатки. И рельс наш те же этапы производства прошёл. Теперь, чтобы создать паспорт рельса, нужно произвести клеймление. Для этого работает австрийская клеймовочная машина фирмы Stangl — очень удобное решение. Смотрите: она клеймит шейку рельс в горячем состоянии, обозначая номер плавки, номер ручья, номер заготовке в ручье, индекс рельса в раскате. Поставила свою печать и поехала перезаряжаться. А вернётся уже с обновлённым клеймом. И вот так после каждой единицы продукции происходит перезарядка», — демонстрирует машину Александр Жуков, уточняя, что электронный паспорт каждого рельса сохраняется в базе данных комбината.

Следующий участок на нашем маршруте — ДЗР, участок дифференцированной закалки рельсов.

«Раньше мы применяли технологию объёмной закалки в масле — это когда рельс закаливается по всей по всей длине. А сейчас идёт закалка конкретно головки, поэтому процесс и называется дифференцированной закалкой.
Таким образом нам удалось снизить себестоимость, при этом создать продукт, которые выдержит те огромные нагрузки, что на него лягут. Ведь основное место, которое изнашивается, это как раз головка — она же с колёсными парами соприкасается. Износ шейки и подошвы куда меньше. К тому же дифференцированная закалка позволяет сделать головку рельса более твёрдой для увеличения срока работы рельса в пути. Такие рельсы мы отправляем и на Север, и в южные регионы», — рассказывает Александр Владимирович.
Рельс с клеймом отправляется на холодильник: теперь это уже готовый 100-метровый раскат, полноценный рельс. Разве что ещё горячий — по-прежнему светится красным.
«На холодильник входит 44 рельса, около двух часов они тут остывают. На холодильник приходят термоупрочнённые рельсы температурой 550-600 градусов, а выйти должны не более 60 градусов. Это связано с тем, что на следующий этап — в роликоправильную машину — мы не можем подать горячий рельс. Охлаждение идёт как естественное, так и принудительное: там внизу по всей длине стоят вентиляторы — около 200 единиц», — комментирует наш провожатый, и мы видим, что уже не все рельсы на холодильнике красные: те, что подальше от нас, обретают привычный «здоровый» стальной цвет.

Дальше по ходу — уже упомянутая нашим экскурсоводом роликоправильный комплекс американской фирмы Bronx, состоящий из горизонтальной и вертикальной машин. Здесь рельсам задают нужную прямолинейность — теперь их уже правят в холодном состоянии. В целом всё: в таком виде рельс пойдёт на дорогу.
Осталось только проверить, всё ли в порядке с новорождённой продукцией. Для этого отбирают пробы для приемосдаточных испытаний — пилой, а иначе тут никак. А рельс по рольгангу едет на ЛНК — автоматизированную линию неразрушающего контроля. Здесь полоса проходит через различные установки, которые позволят выявить внутренние, поверхностные дефекты, отклонения от прямолинейности и геометрии профиля.
«Если рельс прошёл ЛНК, мы отгружаем его в 100-метровом виде — обычно так и происходит. Но если система выявляет дефект, такая продукция уже не может быть отгружена потребителю. Такой рельс мы режем на четыре 25-метровых, брак исключаем», — рассказывает специалист.
Теперь уже совсем всё: рельс отправляют на склад. Здесь мы застаём только 100-метровые рельсы — значит, обошлось без брака. Специалисты ОТК ещё раз осматривает продукцию, перед тем как манипулятор погрузит её на трёх- или пятиярусный рельсовоз. Тот и сам на колёсных парах, и на комбинате в ходу железнодорожное движение — по родным рельсам, разумеется. Да и к потребителю продукция отправится по ж/д путям.
100-метровые рельсы — это гордость ЕВРАЗ-ЗСМК. Ещё бы: первые 100-метровые рельсы российского производства. Когда комбинат готовился к выпуску новой продукции, ту промплощадку, где мы находимся сейчас, посещал Дмитрий Медведев — он тогда был премьером. Цех он оценил как «крутой». С Дмитрием Анатольевичем спорить не станем, тем более что он застал этап большой модернизации предприятия. 100-метровые рельсы — это то, к чему комбинат шёл много лет.

Это решение для железных дорог будущего: чем меньше стыков, тем больше скорость, тем меньше ремонтов, тем путешествие безопаснее. Александр Жуков рассказывает, что на РСП (рельсосварочных предприятиях), коих по стране множество, 100-метровые рельсы соединяют в ещё более длинные, 800-метровые полосы. Именно возможность выпуска 100-метровых рельсов стала одной из важнейших задач, которую предприятие ставило перед собой, вступая в процесс масштабной реконструкции.

Всё, что мы сегодня видели: роликоправильные машины, установки гидросбива окалины, машина для клеймления, прокатный стан, участок ДЗР, холодильник — появилось в процессе той самой реконструкции, стартовавшей в 2009-м. Так что сегодня мы гостим вроде бы и в цехе с историей, а между тем совсем в новом.
От «прежней жизни» осталось совсем немного. Наш провожатый вспоминает разве что рольганг и пилы горячей резки производства «Уралмашзавода».
«У нас же еще есть старая немецкая клеть, пойдёмте, покажу! Мы из неё памятник сделали. Всю войну прошла, с 1932 года работала, броневой лист для танков на ней катали. И, представляете, приезжали дефектоскописты, отсканировали её — ни одной трещины. То есть её вполне реально с постамента снять и на производство вернуть», — демонстрирует труженицу-клеть Александр Жуков, когда мы оказываемся на свежем воздухе.

Сквозь краску сочится масло: наш провожатый говорит, что красили оборудование, и не раз уже, но за столько лет оно «съело» бесчисленный объём масла — ещё не скоро выйдет наружу.
А ещё специалист отмечает, что сегодняшний цех — это производство автоматизированное. Ведь что было главным инструментом вальцовщика прошлого? Лом да кувалда. А сейчас мышка и клавиатура.
«Штурвальные ломики раньше были у вальцовщиков — с их помощью зазоры на валках меняли. Сейчас всю геометрию специалист подстраивает на компьютере. У вальцовщика есть подручный, который следит за состоянием поверхности металла, осматривает на предмет дефектов и в случае чего передаёт информацию вальцовщику или мастеру.
Конечно же, совсем без людей на производстве не обойтись. Если возникнет какая-то нештатная ситуация, нужно будет перейти в полуавтомат, что-то скорректировать. Но то, что нам удалось существенно сократить объёмы тяжёлого физического труда, — это точно», — рассуждает Александр Владимирович.
Масштабная реконструкция на комбинате завершилась в 2013-м. Но нельзя сказать, что за последние годы на комбинате ничего не изменилось.
Процесс цифровой трансформации, который характерен для ЕВРАЗа в целом, коснулся и рельсобалочного цеха ЗСМК. В частности, в прошлом году здесь запустили систему мониторинга и диагностики прокатного стана. Это пример той самой автоматизации, о которой рассказывал Александр Владимирович, только в данном случает речь идёт о решении, которое контролирует работоспособность оборудования. Глобальная цель, впрочем, одна — повысить производительность, снизить простои. Годом ранее в цепочку включили современный профилемер. А сегодня стартовал проект по модернизации оборудования ЛНК.

Да и вообще, не только 100-метровыми железнодорожными рельсами живёт комбинат. В самом начале нашей встречи Александр Жуков перечислял продукцию, которую здесь создают, — всего освоили более 30 типов рельсов и 8 категорий рельсов типа Р65. И объём произведённой продукции здесь измеряют в тоннах, считая, всё, что прокатали за месяц, — получается в среднем 80-85 тонн.

Кстати, всю номенклатуру производят на одном оборудовании, потому что клети универсальные, меняется только калибровка — этот процесс называют перевалкой. Работники комбината, конечно, предлагают нам подождать часов 12 — перевалка запланирована на сегодняшний вечер. Только говорят, что ничего нового мы не увидим: трамвайные рельсы появляются на свет почти точно так же, как железнодорожные.

Если вам доводилось ездить на трамвае в Новокузнецке, велика вероятность, что двигались вы именно по рельсам ЗСМК. Если спускались в метро в Москве, Санкт-Петербурге, Казани, Нижнем Новгороде или Новосибирске, то с продукцией комбината, скорее всего, тоже познакомились. Ну а если уж путешествовали российскими железными дорогами, то путь ваш наверняка был выложен именно рельсами родом из Новокузнецка.

На производстве побывали: Анна Кучумова (текст), Евгений Ошкин (фото)































Спасибо!
Теперь редакторы в курсе.