
Применение редкоземельных высокоэнергетических сплавов в магнитном обогащении минерального сырья повлекло за собой качественное развитие сепараторостроения. Более эксплуатационно надёжные барабанные сепараторы на постоянных магнитах Nd-Fe-В с индукцией на рабочей поверхности от 0,24 до 0,8 Тл полностью заменили электромагнитные сепараторы типа ЭБС, ЭБМ и с успехом используются при переработке магнетитовых, мартитовых, сидеритовых и других рудных и нерудных материалов с удельной магнитной восприимчивостью от 60•10–8 до 800•10–8 м3/кг.
Для переработки слабомагнитных руд магнитной силы на рабочей поверхности промышленных барабанных сепараторов с открытой магнитной системой недостаточно ввиду низкого градиента магнитного поля и максимально достижимой индукции 0,8 Тл.
Первые мировые разработки сухих высокоинтенсивных валковых сепараторов на постоянных магнитах относятся к концу 1980-х годов, и на текущий момент данное оборудование широко используется для переработки хромовых, вольфрамовых, ильменитовых руд, а также очистки стекольных кварцевых песков от вредных примесей в виде железосодержащих минералов.
До нынешнего дня мокрое обогащение слабомагнитных руд остаётся за дорогостоящими электромагнитными сепараторами валкового и роторного типа вследствие отсутствия соответствующих аналогов.
Потребность горно-обогатительных комбинатов в эксплуатационно надёжном оборудовании и опыт, накопленный специалистами НПО «ЭРГА» в области создания магнитных систем на постоянных магнитах, явились предпосылками для производства мокрого сепаратора с высокими характеристиками магнитного поля.
Результатом научно-исследовательских работ, предварительных расчётов и макетирования стала разработка полупромышленного сепаратора ПВМ (рис. 1) мокрого типа с замкнутой системой и регулируемой магнитной индукцией в рабочей зоне сепарации от 1,0 до 1,5 Тл.
Работа сепаратора ПВМ осуществляется по следующему принципу.
Поступающая в питающую коробку сепаратора пульпа равномерно распределённым потоком подаётся в ванну, где попадает в область магнитного поля, создаваемого размещёнными внутри валка и ванны неподвижными магнитными системами.
Находящиеся в потоке пульпы слабомагнитные включения под воздействием магнитного поля притягиваются к магнитным концентраторам валка и перемещаются с помощью вращающейся обечайки в зону разгрузки, где под действием механических отсекателей или напора воды, подаваемой через расположенные вдоль магнитного вала форсунки, сбрасываются в разгрузочный желоб.
На полупромышленной установке проведены исследования отмытых ильменитовых песков крупностью –1+0,044 мм с целью определения возможности получения магнитной фракции с высоким извлечением оксида титана. Химический и минеральный составы материала представлены в табл. 1 и 2.


На материале исходной крупности был испытан процесс мокрой магнитной сепарации в магнитном поле 1,5 Тл валкового магнитного сепаратора типа ПВМ.
Испытания проводились по двум технологическим схемам — с одной и двумя перечистками полученной после основной сепарации немагнитной фракции. Их результаты приведены в табл. 3.
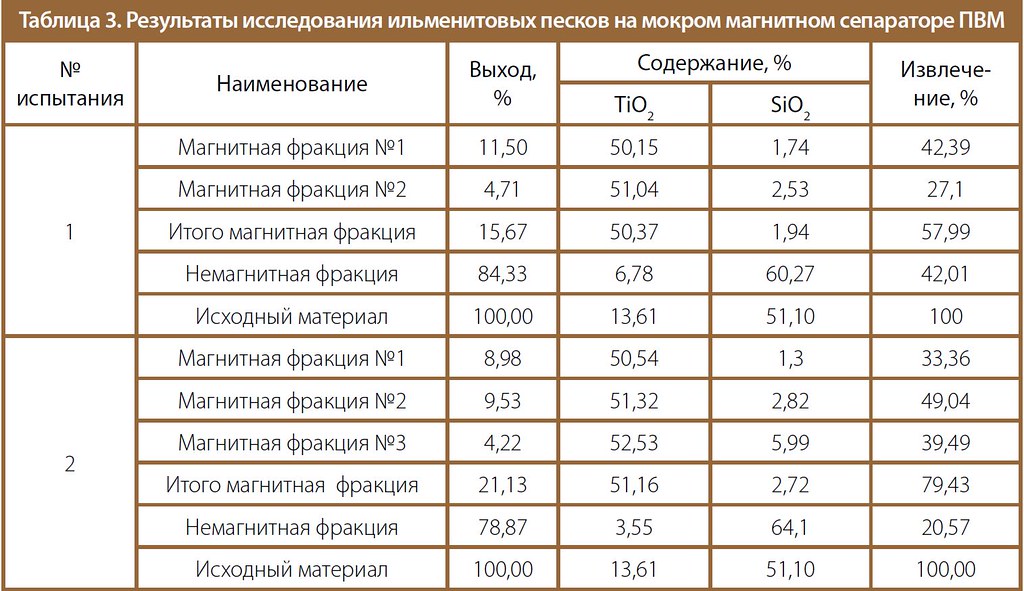
В ходе проведённых испытаний выявлено, что для данного материала предпочтительнее трёхстадийная сепарация с извлечением оксида титана в объединённую магнитную фракцию 79,43%.
Для увеличения извлечения полезного компонента необходимы изучение магнитных свойств неизвлекаемых в магнитную фракцию минералов титана и проведение дополнительной стадии обогащения с оптимизированными характеристиками сепарации.
По аналогичной схеме проведены испытания на оловянном концентрате, полученным из оловянно-вольфрамовой руды российского месторождения крупностью –1+0 мм.
Целью эксперимента было извлечение слабомагнитных минералов вольфрама и повышение качества оловянного концентрата. Результаты проведенных исследований представлены в табл. 4.

По данным минералогического анализа, в магнитной фракции (магнитная фракция 1 + магнитная фракция 2) отсутствует шеелит, а извлечение вольфрамита от исходного содержания составляет около 90%. Примерно 10% вольфрамита остаётся в немагнитном продукте.
Массовая доля шеелита в немагнитной фракции от общего содержания вольфрама составляет в среднем 85–90 %, т. е. получен удовлетворительный результат по извлечению вольфрамита из исходного оловянного концентрата.
Но в магнитную фракцию извлекается касситерит.
При извлечении олова 4,38% содержание касситерита вдвое превышает содержание вольфрама в этом продукте. Следовательно, полученная магнитная фракция является оловянно-вольфрамовым промпродуктом.
Необходимо дальнейшее изучение степени раскрытия минералов в магнитном продукте. При высокой степени раскрытия минералов вольфрама и олова потребуются подбор оптимальных режимов мокрой магнитной сепарации в высокоиндуктивном поле и проведение дополнительной перечистной операции, а в случае нахождения данных минеров в сростках — проведение дополнительной дезинтеграции с последующей сепарацией для получения вольфрамового концентрата.
На основании положительных результатов испытаний, показывающих работоспособность полупромышленного сепаратора, а именно возможность извлечения слабомагнитных минералов, разработан промышленный сепаратор 2ПВМ 100 (рис. 2) производительностью до 10 т/ч с возможностью увеличения количества стадий магнитной сепарации.

Дальнейшие исследования на марганцевых, хромовых, окисленных железистых и других слабомагнитных рудах помогут оптимизировать сепаратор под каждый тип перерабатываемого материала, а также будут способствовать реализации промышленного образца, изготовление которого запланировано на 2018 г.
.
С. В. Котунов, генеральный директор;
В. О. Красногоров, нач. лаборатории;
Д. Ю. Тупиков, зам. директора (НПО «ЭРГА»);
А. Д. Тупиков, аспирант (НИТУ «МИСиС»)































Спасибо!
Теперь редакторы в курсе.