Ещё пару десятилетий назад, говорят производители износостойких материалов, ни о какой конкуренции между металлическими и неметаллическими изделиями речи вообще не шло: все использовали футеровку из металла — и точка. Сегодня на рынок вышли ещё и резинометаллические, резиновые, полиуретановые, керамические решения. Причём вышли так уверенно, что на некоторых технологических участках уже потеснили металл.

Спонсор статьи: ООО «Торговый дом Пластмасс Групп»
ООО «ТД ПЛАСТМАСС ГРУПП»
109341, г. Москва,
ул. Братиславская, д. 6, оф.120
Тел: +7 (499) 951-79-41
E-mail: info@zedex.ru
plastmass-group.ru
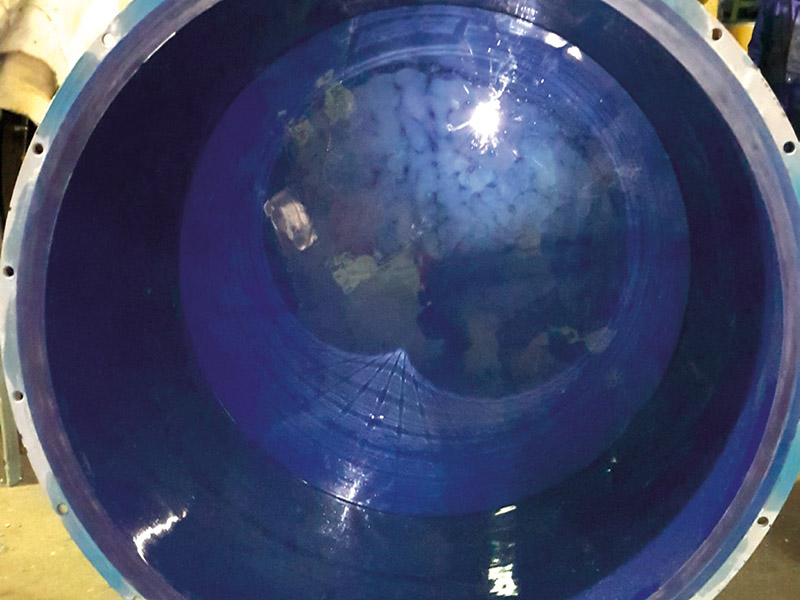
Несколько лет назад специалисты обогатительной фабрики Ново-Широкинского рудника отказались от металлической мельничной футеровки, которую на оборудовании изначально установил завод-изготовитель.
Сегодня на предприятии в ходу резиновая футеровка, и механики увидели множество преимуществ. Резиновые изделия легче, а значит, их проще монтировать.
Плюс к тому ходит резиновая футеровка дольше, то есть реже нужно останавливать мельницу для замены износостойких элементов, да и сам процесс перефутеровки занимает 2,5 суток против четырёх, которые требовались для работы с металлом. Сегодня АО «ТД «Кварц», специалисты которого и подобрали оптимальное решение для футеровки мельниц, поставляет на рудник и другую свою продукцию, и вот резина уже работает на многих технологических узлах.
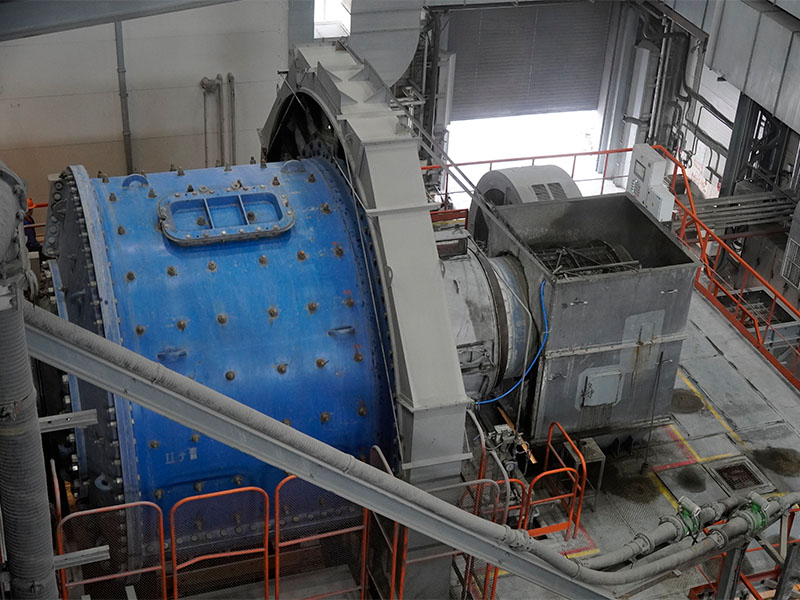
Или другой пример. Сухой помол оксидов кобальта, селена, серы, хрома, кадмия, марганца и других соединений на предприятии осуществлялся в шаровых мельницах МСП350: названные оксиды находят применение в качестве красящих пигментов при производстве керамических изделий. При этом намол мелких металлических частиц от стенок мельницы и мелющих шаров и цильпебсов приводил к частым дефектам и большому количеству брака при высокотемпературном (выше температуры плавления металла) обжиге керамики.
«Мы футеровали мельницы заказчика, шары и цильпебсы полиуретаном. Этот материал, во-первых, отличается износостойкостью, а во-вторых, его намол в измельчаемый продукт не влияет на химический состав измельчаемых неорганических продуктов при их последующей высокотемпературной обработке, т. к. уже при 600 °С полиуретан разрушается с выделением газообразных продуктов.
Аналогичную работу мы выполнили для предприятия, осуществлявшего сухой и мокрый помол титаната бария и оксида титана (производство особо химически чистых веществ), где намол металла также недопустим», — рассказал заместитель директора ООО «ТехМашПолимер» Сергей Лыков.
Свидетельствуют ли эти истории о том, что металлическая футеровка в скором времени вообще уйдет с рынка?

Если говорить о резиновой и резинометалличской футеровке, то в России и странах СНГ её, объясняет коммерческий директор ПАО «Уральский завод РТИ» Антон Тимченко, начали применять в двухтысячных, а «активный период жизни» этих решений на рынке стоит отсчитывать с 2014 года. Крупные зарубежные производители оборудования освоили и резиновые, и полимерные износостойкие материалы заметно раньше, но до России и СНГ эта «мода» дошла всего несколько лет назад.
«Мне трудно судить, почему перемены на рынке пришлись именно на середину 2010-х годов: так случилось, что сошлись сразу несколько факторов. С одной стороны, менеджмент многих предприятий пришёл к идее необходимости внедрения новых решений, оптимизации работы оборудования. С другой — совершенствуется и химическая промышленность — на самом деле этот процесс идёт и сейчас: у производителей уже есть хорошо зарекомендовавшие себя составы резиновой смеси, но поиски лучших решений по-прежнему продолжаются», — отмечает Антон Тимченко.
«Лет 15 назад резина зашла на рынок: сначала это решение представляли зарубежные компании, потом и российские подтянулись. На первые ОПИ, конечно, не все заказчики соглашались, и лет 10 назад это были скорее эксперименты и какие-то точечные поставки. Сегодня устанавливать резиновую или резинометаллическую футеровку — это уже норма», — говорит коммерческий директор АО «ТД «Кварц» Андрей Шаполов.
«Я бы сказал, что всё началось несколько раньше. В начале 1970-х Курский завод РТИ первым в СССР начал производить резиновую футеровку, купив лицензию у шведской компании. Это были самые простые решения, но, в принципе, они неплохо себя показали на мельницах третьей и четвёртой стадий измельчения.
А настоящий бум резиновой футеровки действительно пришёлся на 2000-2010-е годы.Ведь именно тогда предприятия оказались в частных руках, пришли собственники, которые умеют считать деньги, они начали экспериментировать, внедрять разные решения. А в определённых условиях резиновая футеровка показывала значительно более продолжительный срок ходимости, чем традиционная металлическая. Стоимость самих изделий была выше, а вот стоимость эксплуатации в расчёте на тонну продукции — ниже.
Опыт использования резиновой футеровки мы позаимствовали у европейских производителей. Но за прошедшие годы качество российских изделий заметно выросло, и сегодня оно уже не уступает качеству импортных решений», — рассказал генеральный директор ТОО «Восток Композит» Олег Боронин.
Он вспоминает, как в 2009 году был свидетелем и непосредственным участником старта работы первой резиновой футеровки в Казахстане. Пионером стало ТОО «Казахмыс Холдинг», которое поставило резиновые износостойкие решения на своих мельницах. Эффект превзошёл ожидания: новая футеровка ходила четыре месяца против двух, которые выдерживал металл.
Перефутеровку вместо 7 дней стали осуществлять за два, то сеть простои снизились весьма ощутимо. Резиновая футеровка была дороже металлической примерно на 50%, но финансовый эффект она дала заметный. Поставщиком-первопроходцем в Казахстане стал Уральский завод РТИ: Олег Боронин в те годы был официальным представителем предприятия в стране, да и сегодня «Восток Композит» продолжает сотрудничество с уральским производством.
По словам Антона Тимченко, за последние 7–10 лет, которые резиновые износостойкие материалы активно работают на предприятиях добывающей и перерабатывающей промышленности, рынок уравновесился, резиновая и резинометаллическая футеровки заняли свою нишу и около 80% того рынка, что она могла занять, и теперь идёт борьба за оставшиеся 20%.
«Тут имеют значение сразу несколько факторов. Первый — это, конечно, технологические особенности самого оборудования, где будет работать футеровка, его место в технологической цепочке. Второе — это личная убеждённость конкретных технических специалистов о том, какая футеровка лучше. Третье — опыт и данные о коэффициенте полезного использования оборудования, который все, конечно, стремятся приблизить к единице», — рассуждает г-н Тимченко.
Технологические особенности, конечно, остаются главным пунктом. Важно, в частности, учитывать, попадает ли материал в мельницу сразу с конвейера или проходит предварительное дробление. Использует ли предприятие мелющие тела и какого диаметра: по словам Антона Тимченко, там, где диаметр шаров превышает 100 мм, резиновую футеровку уже не используют.

«Вопрос использования резиновой футеровки в мельницах большого диаметра является дискуссионным. Есть у наших иностранных коллег опыт, результаты там разные. Мельница — это вообще такой «чёрный ящик», при её футеровке множество факторов нужно учесть, и чем мельница больше, тем больше в этом уравнении неизвестных: и число участков, где нужно усиливать конструкцию, увеличивается, и риски возрастают», — рассуждает г-н Тимченко.
«Основная борьба между материалами футеровок сейчас идёт за мельницы первой стадии измельчения, дальше резина и резинометалл уже укрепились на рынке. А вот на первой стадии, где идёт работа с крупной фракцией, где участвуют крупные мелющие тела, лучше справляется металл. Хотя и тут нужно смотреть на конкретную мельницу: может быть, самым эффективным вариантом будем комбинация материалов.
Так что за все мельницы не скажу: нужно смотреть конкретное оборудование на конкретном производстве, изучать техническую документацию. Но всё-таки мельницы первой стадии — это габаритные мельницы, а чем больше габариты оборудования, тем больше энергии выделяется при движении мелющих тел и перерабатываемого материала. Но всё-таки на этом этапе производственной цепочки чаще устанавливают металлическую футеровку», — отмечает Андрей Шаполов.
На других производственных участках, продолжает специалист, резиновая и резинометаллическая футеровка не просто не уступает металлической, она превосходит традиционные решения по многим показателям.
«Резина имеет ряд преимуществ по сравнению с металлом: вес, износостойкость, поглощение шума и вибрации, простота демонтажа и замены. Опять же благодаря меньшему весу простота транспортировки. Зачастую замена металлических элементов — операция дорогостоящая и трудоемкая, поэтому могут применяться резиновые накладки с износостойкими композициями в составе, которые гораздо проще и дешевле заменить после выработки своего ресурса», — комментирует ведущий инженер-технолог ЗАО «УЗЭУ» Екатерина Шайнурова.
Андрей Шаполов, полагаясь на свой опыт, добавляет к этому, что меньший вес футеровки позволяет дозагрузить мельницу рудой или шарами, то есть повысить производительность оборудования. Речь обычно идёт о паретройке процентов, но если это оборудование установлено, например, на золотоперерабатывающем предприятии, то эти несколько процентов оборачиваются довольно существенной прибылью.
«Резиновая и резинометалличская футеровка имеет свои ограничения по возможности эксплуатации. Например, на участках, где температура превышает 90 градусов, резину уже не ставят. Мы можем предложить для таких участков металлокерамику, и тогда верхний порог поднимется до 160 градусов. Но всё равно есть переделы, где такие решения бессильны.
Кроме того, резина устойчива к истиранию, но не устойчива к ударам — материал просто рвётся. И для правильного подбора материала нам нужно учесть крупность куска, высоту, угол падения и другие производственные особенности», — говорит Олег Боронин.
«Да, конечно, резиновая футеровка проще в монтаже, от неё меньше шума — у этих футеровочных изделий много преимуществ. Но есть и недостатки — экологического свойства, например. Утилизировать резину куда сложнее, чем металл, рынок переработки не развит. Есть движение в этом направлении, я надеюсь, что за ним будущее», — отмечает Антон Тимченко.

«Резино-керамическая футеровка применяется в основном в шаровых мельницах и галтовочных установках. Сталь работает там, где имеются сверхвысокие ударные нагрузки, полимерные материалы, полиуретан — там, где идет высокий абразивный износ мелкими частицами породы и где существует проблема, связанная с налипанием», — обозначил целевое направление каждого вида футеровки заместитель генерального директора ООО «Торговый дом Пластмасс Групп» Игорь Васильченко.
Полиуретан в своей нише также заменяет металлические решения. Так, рассказывает Игорь Иванович, выбор в пользу последнего нередко делают угольные терминалы морских портов, которые работают в зоне низких температур. Проблема в следующем: угольная масса в перегружателях смерзается, в итоге их приходится чистить, причём вручную — а суда простаивают.
В итоге эффективность работы порта снижается, а убытки ложатся, как правило, на владельцев портовых сооружений. Проблема решается заменой стальной футеровки на полиуретановую, ведь структура этого материала препятствует намерзанию.
Директор ООО «Ремонтные технологии» Александр Лыжин, говоря о футеровке ковшей спецтехники, также делает акцент на способности поликерамопласта, с которым работают специалисты, противостоять намерзанию.
«При выборе материала для футеровки ковша нужно понимать, какая проблема для предприятия является первостепенной: налипание и намерзание или абразивный износ. Если оборудование работает в тёплом климате, то проблемы намерзания явно не возникнет. А если машина при этом перегружает скальный грунт, то однозначно используют износостойкие металлические листы. А вот если наш ковш будет работать где-то на севере России, то лучше остановиться на поликерамопласте.
В случае с бункерами-накопителями, узлами пересыпа, течками — всё то же самое. Причём на одном и том же бункере возможно комбинироваванное решение: скажем, на конкретный участок попадает пересыпающаяся руда, его нужно защитить от абразивного износа, а для другого актуальна проблема намерзания, и в ход идёт полиуретан или керамика», — рассказывает Александр Лыжин.
Именно поэтому перед началом работы специалисты ООО «Ремонтные технологии» отправляют заказчику подробный опросный лист, а в случае необходимости уточняют особенности технологии работы удалённо или выезжают на объект.
Несколько месяцев назад ремонтно-механическая группа Переясловского разреза компании «Русский уголь» освоила новое для себя направление, и теперь футеруют ковши собственными силами. Причём в качестве материала выбрали именно ВМПЭ: зимы в Красноярском крае холодные, так что остро стоит проблема намерзания.
«Металлическая футеровка эту проблему не решает, а скорее усугубляет. Я напомню курс химии: молекулы воды полярные, они имеют электрохимический потенциал, так же, как и кристаллическая решётка металла. Они притягиваются друг к другу, вот и происходит то самое намерзание. Плюс металлические листы при соприкосновении с рудой теряют гладкость, в образовавшиеся полости набирается вода, замерзает — и тот же результат. Молекулы поликерамопласта не имеют электрохимического потенциала, и молекулы воды к ним не притягиваются», — объясняет г-н Лыжин.
Но и в данном случае мы говорим о материале неуниверсальном. При переработке таких материалов, как кварц и пирит, имеющих крепость, превышающую твердость стали, эластомерные (полиуретановые, резиновые) футеровки имеют преимущество перед стальными, обозначает сильные стороны материалов Сергей Лыков.
А вот при работе с известняком, чья крепость ниже, чем у стали, эластомерные решения изнашиваются быстрее металла. И ещё: полиуретан превосходит резину по прочности и износостойкости, но не может быть применён при температурах выше 100 °С и химически агрессивных средах, в то время как многие марки резин превосходят полиуретан по теплостойкости и химической стойкости.

Таким образом, все наши эксперты сошлись во мнении о том, что в ближайшем будущем на рынке прекрасно будут уживаться футеровки из различных материалов, и каждая будет выполнять свою задачу. Александр Лыжин уже упоминал, что металлические и неметаллические износостойкие решения вполне могут жить дружно даже на одном технологическом узле. Вариант комбинированной футеровки сегодня довольно популярен.
«При футеровке питателей, где в начале процесса крупные куски твердой породы падают с большой высоты, лучше использовать стальные плиты HARDOX, обладающие высочайшей ударопрочностью. При ударе о плиту крупные куски породы разрушаются на средние и мелкие, и далее для футеровки целесообразнее использовать эластомеры», — приводит пример Сергей Лыков.
Металлическая футеровка, во всяком случае в обозримом будущем, будет занимать свою нишу на рынке, уверен Андрей Шаполов. Конечно же, производители резиновых смесей совершенствуют свою продукцию, разрабатывают новые составы, тестируют новые добавки, стремясь сделать материал в первую очередь более износостойким. Шинная промышленность в этом смысле драйверит рынок: здесь нередко рождаются новые рецептуры, а создатели футеровки черпают отсюда информацию.
«Однако полное вытеснение металла резиной всё-таки невозможно — во всяком случае в ближайшее время. К тому же металлическую футеровку отливают в каждом регионе России, это большой и крепкий рынок», — рассуждает г-н Шаполов.
«Мир не делится на чёрное и белое, и однозначно один вид футеровки не вытеснит все остальные. К тому же мы живём в условиях рынка, который сам себя регулирует, и в итоге каждый продукт занимает ту нишу, которую он реально может занять. Все же помнят правило Парето: приложив 20% усилий, можно получить 80% результата. И наоборот.
И вот сейчас тот же рынок резиновой футеровки находится на таком уровне развития, что каждый следующий маленький шаг требует колоссальных усилий и инвестиций.
Рынок производителей и поставщиков футеровок в России сегодня достаточно конкурентный. Но, по моим ощущениям, здесь примерно одинаковое количество игроков, которые предлагают полимеры и предлагают металл», — считает Антон Тимченко.

«Материалы футеровки прекрасно дополняют друг друга, и вряд ли стоит ожидать замещения одного другим. Дело в том, что футеровка — это не товар, который мы берём с полки и продаём, это всегда проект. Выбор материалов достаточно велик, учитывая возможные вариации: разный состав резиновой смеси или сплав металла. И здесь очень многое зависит от компетенции поставщика.
Множество факторов нужно учесть: и тип материала, и его крупность, абразивность, угол падения и прочее. Плюс сами требования заказчика. Вот случай из нашей практики: нашему клиенту нужно было синхронизировать цикл работы мельницы и другого оборудования, чтобы на ремонт и перефутеровку они вставали вместе.
То есть там даже не стояла задача продлить срок ходимости футеровки, но нужно было сделать его планируемым и предсказуемым. И тут нужно держать в голове свойства различных материалов в конкретных условиях. Поэтому и присутствуют на рынке разные материалы — каждый для своих сфер и задач», — уверен основатель и вице-президент компании Element Марат Абдурахимов.
Основатель Element также отмечает, что футервочные изделия из различных материалов едва ли можно называть конкурентами друг другу. Конкурируют скорее поставщики, причём дело не столько в цене футеровки, сколько в эффективности этого решения: как правило, заказчик выбирает то решение, которое обеспечит лучшей выход концентрата и лучшее его качество, даже если сами футеровочные изделия окажутся дороже.
Для достижения специфической цели иногда может потребоваться время и несколько поставок: чтобы в случае необходимости подобрать оптимальный состав и изменить геометрию частей — и так за несколько шагов прийти к максимальной эффективности.
Олег Боронин, генеральный директор ТОО «Восток Композит»

«Выбор в пользу того или иного футеровочного решения всегда определяется условиями эксплуатации. Нельзя говорить, что один материал более эффективен, чем другой, нужно всегда уточнять, где и при каких условиях он работает.
Возьмём футеровку бункеров или узлов пересыпа. В нашей практике были самые разные случаи. Скажем, стоит на предприятиях обычная стальная футеровка 110Г13, срок её службы — год или два. Так зачем её менять? Нет, можно поставить композит, срок службы, возможно, увеличится до пяти лет. Но сколько эти инвестиции будут окупаться?
Но есть у нас прецеденты, когда металлические решения работают три месяца, а резинометалл — шесть. И тут эффективность очевидна, легко просчитать стоимость владения.
Есть у нас и такой опыт, когда ставят на предприятии футеровку HARDOX — проверенное, зарекомендовавшее себя решение шведского производителя. А она ходит две недели. Пробуют наплавку Castolin Eutectic — те же две недели. А ставим резинокерамику, и срок продлевается до полугода.
Поэтому всегда нужен тщательный и подробный анализ условий эксплуатации. Мы отправляем подробный опросник, на основании которого выбираем самое подходящее решение. Причём можем порекомендовать незначительные изменения конструкции самого пересыпа, которые существенно снизят износ элементов. Это, например, может быть изменение угла падения руды — и всё, предприятие уже меньше тратится на футеровку».
Екатерина Шайнурова, ведущий инженер-технолог ЗАО «УЗЭУ»

«Думаю, что на рынке сохранится место как для полимерных, так и для металлических футеровок. Заказчик вправе решать, что уму выгоднее использовать.
Нам, как производителям, важно, чтобы наша продукция была конкурентной и используемой, и я считаю более перспективным направлением резиновую футеровку. Но в то же время ее использование при высоких температурах нецелесообразно, и мы это понимаем. Поэтому всегда обговариваем с заказчиком условия эксплуатации. Нужно помнить, что развитие производства не стоит на месте, и, возможно, в будущем появятся более новое оборудование и более эффективные материалы».
Игорь Васильченко, заместитель генерального директора ООО «Торговый дом Пластмасс Групп»

«Футеровочные элементы из разных материалов, несомненно, дополняют друг друга.
Например, в приемном бункере, там, где фрагменты породы встречаются со стенкой бункера, на высокой скорости и под углом, близком к 90 oC, очень хорошо работает сталь марки Hardox или полиуретан INKUMEREL.
Дальше, для наилучшего скольжения породы, лучше использовать СВМПЭ, так как он обеспечивает высокий уровень скольжения и имеет более низкую стоимость, нежели полиуретан».
Андрей Шаполов, коммерческий директор АО «ТД «Кварц»

«Сегодня мы работаем не только с потребителями оборудования, но и с производителями. Всё популярнее в отрасли становится комплексный подход, когда заказчик хочет получить не агрегат, а готовое решение. То есть на старте он даёт ТЗ: есть вот такая порода, вот такая фракция, на выходе мы хотим получить следующий результат.
И всю цепочку необходимого оборудования разрабатывает уже производитель: подбирает необходимое число мельниц необходимого диаметра, организует перемещение материала в цепочке.
По такой схеме сегодня работает, например, завод «Тяжмаш», с которым мы сотрудничаем. Дело в том, что ход процесса измельчения, качество готового продукта зависит, в том числе, и от футеровки: её дизайна, правильно подобранных материалов и их комбинации. И мы, используя свои программы, продукты, моделируем и создаём необходимые изделия».
Сергей Лыков, заместитель директора ООО «ТехМашПолимер»

«Полимерные футеровки из ВМПЭ, СВМПЭ и полиуретана сочетают в себе высокую износостойкость, низкий коэффициент трения и низкую теплопроводность, что обуславливает их применение для футеровок бункеров накопителей, лотков, течек, кузовов и прочих участков, где необходимо минимизировать или свести к нулю налипание и примерзание породы на футеровку при ее хранении и транспортировке.
Мы можем изготавливать полиуретановые футеровки с антифрикционными добавками, снижающими коэффициент трения, а также со встроенными в футеровки низковольтными электронагревательными элементами для исключения примерзания к ним породы».
Текст: Кира Истратова
Спонсор статьи: ООО «Торговый дом Пластмасс Групп»
ООО «ТД ПЛАСТМАСС ГРУПП»
109341, г. Москва,
ул. Братиславская, д. 6, оф.120
Тел: +7 (499) 951-79-41
E-mail: info@zedex.ru
plastmass-group.ru





























Спасибо!
Теперь редакторы в курсе.