#подкаст_добывающей
Узнать больше
Свернуть
Развернуть
В структуре поверхностного комплекса ГОКа по обогащению сильвинитовой руды на отделение сушки готового концентрата приходится более 15% капитальных затрат.
Завершая технологическую цепочку обогатительной фабрики, этот передел обеспечивает конечные требования по качеству готовой продукции. К таковым относятся влажность, слёживаемость и пылимость.
«По долгу службы мы активно взаимодействуем с крупным компаниями калийной отрасли России и Беларуси. И мы видим, насколько они заинтересованы в комплексной разработке и поставке линий — как для сушильных, так и грануляционных отделений обогатительных фабрик. Рынок данного оборудования в ближайшие три-пять лет, по нашей оценке, составит более 10-15 млрд рублей.
Кроме того, подобное оборудование может найти применение в смежных отраслях промышленности, то есть существуют возможности расширения рынков сбыта», — говорит ГИП ООО НПФ «ТеплоЭнергоПром» Олег Черных.
«Предприятиям горно-обогатительного направления нужны инжиниринговые компании, которые могут оказывать услуги в проектировании, изготовлении и поставке оборудования, строительно-монтажных и пуско-наладочных работ.
В последние 10-15 лет такими инжиниринговыми компаниями, компаниями-разработчиками и изготовителями стали исключительно европейские предприятия: «Famako», «SahutConreur S.A.», «Binder», «Andritz», «Эркосплан», американская «McLanahan»», — характеризует сложившуюся на рынке ситуацию руководитель технологического отдела АО «Верхнекамская калийная компания» Святослав Третьяков.

По словам Олега Черных, так было не всегда. 30-40 лет назад калийные фабрики строились по советским проектам и преимущественно на советском оборудовании. При этом, в частности, производительность печей кипящего слоя и сушильных барабанов не превышала 100 т/ч. Многое из оборудования тех лет в работе и сегодня.
«Имеются вполне удачные попытки увеличить производительность существующих сушильных установок до 130-140 т/ч, например, на обогатительной фабрике Второго Соликамского рудоуправления ПАО «Уралкалий». К сожалению, в 2000-х годах развитие этого направления в России прекратилось. Поэтому, вновь строящиеся калийные предприятия, такие как: АО «Верхнекамская калийная компания», ИООО «Славкалий», уже построенный «Еврохим-УКК», ориентируются на зарубежных поставщиков.
По нашему мнению, такая ориентация не совсем оправдана, т. к. сушильное оборудование европейских компаний не отличается высокой надёжностью, а в ряде случаев даже не обеспечивает достижение проектных показателей. Особенно, это относится к сушильному оборудованию производительностью технологической линии более 200 т/ч.
Например, у компании «Andritz» были проблемы с выходом на проектную мощность сушильной линии производительностью 250 т/ч на обогатительной фабрике Четвёртого Березниковского калийного рудоуправления ПАО «Уралкалий». Мы принимали участие в этом проекте и в 2016 году реализовали проект инновационной нефутерованной топки собственного изготовления тепловой мощностью 20 МВт. Это решение обеспечило достижение проектных показателей печи кипящего слоя конструкции фирмы «Andritz» в 250 т/ч.
Фирма «Binder» имела много замечаний по сушильной установке производительностью 150 т/ч, смонтированной на обогатительной фабрике Третьего Березниковского калийного рудоуправления ПАО «Уралкалий» (с решёткой 15 м2), и так и не вышла на проектную производительность.
Четвёртый год оборудование этой фирмы не может выйти на проектные показатели 220 т/ч для мелкодисперсного галургического продукта сушильной линии смонтированной на обогатительной фабрике 4-го Солигорского рудоуправления ОАО «Беларуськалий». После чуть более двух лет эксплуатации сушильных линий на обогатительной фабрике «Еврохим-УКК» испытывают проблемы с топками», — рассказывает специалист «ТеплоЭнергоПром».

Современные сушилки кипящего слоя, как правило, обеспечивают производительность по сухому продукту, например, флотационному KCl 150-170 т/ч, отметает Святослав Третьяков. При этом площадь газораспределительной решетки составляет 17-26 м2.
Увеличение производительности сушилок кипящего слоя более 200 т/ч, особенно для мелкодисперсных продуктов, содержащих 6-9% влаги, склонных в обводненном состоянии к комкуемости и адгезионнному взаимодействию, натолкнулось на проблему несовершенства узла загрузки.
«Пятно загрузки на газораспределительной решётке составляет 2-3 м2. При увеличении площади решётки даже до 30 м2, величина этого пятна загрузки практически не меняется. В результате на локальной площади резко уменьшается порозность кипящего слоя, слои влажного материала агрегируются и процесс псевдоожижения на этом участке пропадает.
Поступающий в сушильный аппарат относительно влажный продукт не является на 100% сыпучим, что делает невозможным полное псевдоожижение в первой секции сушильного аппарата. При отсутствии 100%-ного псевдоожижения продукта он начинает слипаться, что впоследствии приводит к образованию комков и/или забиванию газораспределительной решётки и впускного отверстия для подачи продукта в сушильный аппарат.
Эти проблемы привели к тому, что известные производители не выпускают аппараты, обеспечивающие производительность выше 150 т/час на мелком флотационном продукте. Чтобы получить плановую производительность сушильных отделений в 400 т/час, приходится проектировать до четырёх сушильных линий, где три рабочих и одна резервная.
Это увеличивает габариты зданий сушильных отделений, требует затрат на приобретение дополнительной линии и сопутствующего оборудования. Всё это повышает капитальные и эксплуатационные затраты, снижает экономическую эффективность сушки KCl из-за одновременной работы трёх печей не в самом экономичном режиме — он ниже номинального», — объясняет Святослав Третьяков.

Решением проблемы, уверен Олег Черных, может стать применение сушильного аппарата кипящего слоя круглого сечения, имеющего меньшую площадь распределительной решётки (порядка 8 м2). При параллельной установке уже проверенных в реальном производстве сушилок, подтвердивших свою производительность многолетним опытом эксплуатации, возможно обеспечить производительность технологической линии 220-260 т/час.
Каждая сушилка обеспечивает производительность 120-130 т/час по сухому мелкому флотационному продукту. Параллельное включение их в схему технологической линии и при этом, одновременная их работа позволяет обеспечить производительность 220-260 т/час.
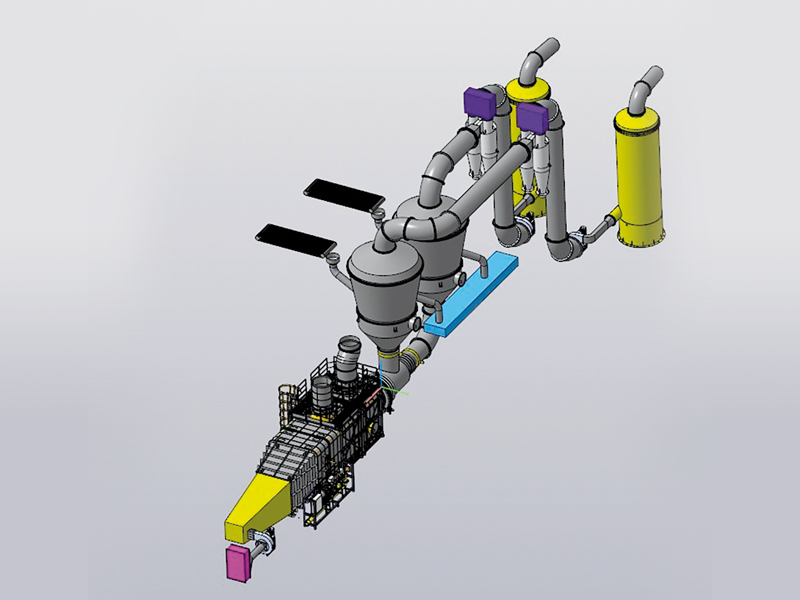
На рис. 1 представлен пример такой технологическая линия, которая включает один вентилятор, одну топку, две сушилки КС, по две системы сухой и мокрой пыле-газоочистки, два дымососа.
При этом, топки и сушилки могут быть произведены на ООО НПФ «ТеплоЭнергоПром» (г. Пермь), вентилятор, дымосос, циклоны, скрубберы — другим российским предприятием, ООО «Теплоагрегат» (г. Глазов). Разработанная отечественная нефутерованная топка тепловой мощностью 24 МВт позволяет реализовать предложенную технологическую линию сушки.
Святослав Третьяков напомнил, что кроме сушки влажного концентрата, сушилки кипящего слоя используются в отделениях грануляции для подогрева высушенного концентрата перед прессовым гранулированием, а также на стадии облагораживания. И на советских фабриках отделения грануляции калийных обогатительных фабрик комплектовались в основном немецким оборудованием.
Сегодня же значительная часть технически сложного оборудования: валковые прессы, смесители, элеваторы, аэроохладители, конвейеры, питатели — для ОАО «Беларуськалий» производятся на белорусских заводах в г. Солигорске.
Часть оборудования технологических линий: сушилки кипящего слоя; топки; аэроохладители; вентиляторы; циклоны — производятся, либо могут быть произведены российскими предприятиями. И такая комплектация оборудованием актуальна, как для вновь проектируемых предприятий, так и реконструкции существующих.
По словам Олега Черных, отдельные единицы описанного выше оборудования, входящего в технологическую линию сушки, могут быть использованы и в других отраслях промышленности.
«Это, в частности, прокалка минералов, например, полигалита перед обогащением (калийная отрасль), теплоноситель для печей кальцинации (содовая промышленность), сушка строительных материалов (песок, гипс), сушка концентратов при обогащении руд цветных металлов, углей, а также сушка химпродуктов», — перечислил возможные направления Олег Черных.
Наработанный производственный опыт специалисты «ТеплоЭнергоПром» использовали для создания технологической линии сушки производительностью 220-260 т/ч флотационного KCl. Указанная единичная мощность обеспечивается компоновочными решениями уже опробованного и эксплуатируемого оборудования российских производителей.
Сегодня топки и сушилки описанной конструкции для комплектации сушильных сушильно-грануляционных отделений рассматривают специалисты АО «Верхнекамская калийная компания», как альтернативу европейским производителям. Такие же технические решения российские разработчики предложили для модернизации сушильного отделения обогатительной фабрики Второго Березниковского рудоуправления ПАО «Уралкалий».
Руководитель технологического отдела АО «Верхнекмская калийная компания» Святослав Третьяков

«Почему российские и белорусские обогатители делают выбор в пользу иностранных инжиниринговых компаний? Есть объективные причины такого положения дел: ряд требований заказчиков российские инжиниринговые компании, как правило, не могут удовлетворить.
Так, горнорудные предприятия заинтересованы в комплексной поставке оборудования технологических линий, включая КИПиА, электроснабжение, АСУТП. Но российские компании пока не могут изготовить и скомплектовать всю технологическую линию в требуемом объёме.
Заказчикам требуется самое современное, высокопроизводительное оборудование, а российские компании-производители такого предложить не могут, поскольку не имеют технических решений необходимого уровня, не обеспечивают комплексность услуг.
Кроме того, заказчикам нужна помощь в проведении пуско-наладочных работ и в освоении смонтированного оборудования, чтобы вывести его на проектные показатели.
Сложности у российских инжиниринговых компаний связаны с отсутствием у них научной базы, стендовых установок, конструкторских коллективов, способных предлагать оригинальные технические решения. У европейских компаний есть стендовые установки, на которых возможно провести испытания пробных партий продукта, получив при этом исходные данные для проектирования установок промышленного масштаба.
Кроме того, у них имеются конструкторы, которые постоянно совершенствуют и основное технологическое оборудование, и вспомогательное. Да и внешний вид оборудования, изготовленного на иностранных машиностроительных предприятиях, выгодно отличается от российского».
ГИП ООО НПФ «ТеплоЭнергоПром» Олег Черных

«Несколько аргументов в пользу комплектования технологической линии сушки концентрата на обогатительных фабриках оборудованием российского производства.

































Спасибо!
Теперь редакторы в курсе.